научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 04, апрель 2013
DOI: 10.7463/0413.0551466
УДК 620.17; 620.19
МГТУ им. Н.Э. Баумана
Абразивная доводка является определяющей стадией механической обработки командных деталей приборных устройств, в процессе которой формируются основные параметры точности и качества поверхностей, подготавливая их к последующему полированию или заканчивая их механическую обработку.
Доводка прецизионных деталей осуществляется за 2-5 операций (или переходов) с последовательным уменьшением зернистости применяемого абразива в составе суспензий и паст, используемых на операциях (переходах) предварительной (черновой), чистовой (окончательной) и тонкой доводки с целью получения требуемых параметров качества обработки.
для повышения параметров качества доведенных поверхностей применяют предварительную селекцию деталей: интервал рассеивания доводимого (исходного) размера в партии одновременно обрабатываемых деталей принимается не более 1/3 припуска под доводку. Припуск на обработку на сторону назначается в зависимости от требуемых параметров качества обработки.
Процесс отличается специфическими особенностями. Прежде всего, это большое количество факторов, влияющих на результаты процесса, которые разделяют на четыре группы: технологические, кинематические, динамические и геометрические [1].

Рис. 1. Факторы процесса абразивной доводки, влияющие на результат.
Известно, что физической основой процесса абразивной доводки является абразивное разрушение материалов детали и притира, которое происходит под действием сил, возникающих в процессе обработки, но большинство рассматриваемых факторов не являются силовыми, тем не менее, влияют на результаты обработки.
На основании экспериментальных исследований процесса доводки выявлено, что наиболее существенными факторами, определяющими результаты процесса, являются давление, скорость относительного движения детали по притиру, зернистость абразива, а также среднее значение и закон изменения силы взаимодействия детали через абразивную прослойку с притиром.
Большинство исследователей используют модель взаимодействия единичного абразива с материалом поверхности детали и притира [2]. При этом не учитывается, что разрушение поверхности происходит в результате многократного взаимодействия с большим количеством абразивных зерен.
Экспериментально установлено взаимовлияние этих факторов на результаты процесса, но полностью отсутствует теория этой взаимосвязи, что не позволяет эффективно управлять процессом.
Целью данной работы является описание предложенной автором характеристики процесса, позволяющей объединить все четыре группы факторов и осуществить на ее основе управление процессом абразивной доводки свободным абразивов.
Известно, что в основе процесса абразивной доводки лежит механизм разрушения обрабатываемого материала под воздействием множества абразивных зерен, движущихся преимущественно в тангенциальном направлении к его поверхности. Размеры участков, подвергающихся разрушению, соизмеримы с размером используемого абразивного зерна.
Рассмотрим силы, которые действуют на элементарный участок поверхности обрабатываемой детали.
Под элементарным участком поверхности детали будем понимать участок максимальных размеров, на который в любой момент времени действует не более одного зерна абразива.
Абразивные зерна имеют сложную форму, поэтому сила взаимодействия каждого абразивного зерна с элементарным участком поверхности детали зависит от положения абразивного зерна в момент взаимодействия.
Для упрощения математического описания спектра сил, действующих на элементарный участок поверхности детали примем следующие допущения, создающие идеальную физическую модель взаимодействия абразивных зерен с разрушаемым участком при абразивной доводке.
1. Абразивные зерна имеют форму шара с диаметром, равным математическому ожиданию диаметра профиля зерна “ a „.
2. Абразивные зерна распределены равномерно по всей рабочей поверхности притира и находятся друг от друга на расстоянии Н0=К· а, где К – некоторый коэффициент пропорциональности.
3. Рабочая поверхность притира и детали - идеальная плоскость.
Схема процесса абразивной доводки, соответствующая принятым допущениям, представлена на рис. 2.
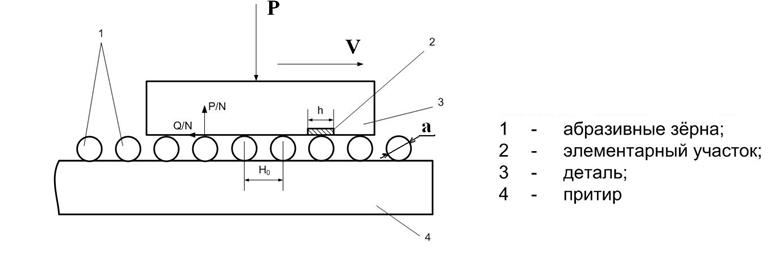
Рис. 2. Схема процесса абразивной доводки
Примем, что деталь перемещается по притиру с относительной скоростью Vи прижата к притиру с силой P.
В этом случае, на элементарный участок, в момент взаимодействия с абразивным зерном, действует сила, которую можно разложить: на нормальную P/N и тангенциальную Q/N составляющие; где N – количество абразивных зерен, находящихся под деталью, а Q - это сила сопротивления детали движению по притиру.
Примем, что силы Р и Qпостоянны: Р=Р0= const; Q = Q0 = const.
Массовое воздействие абразивных зерен на элементарный участок поверхности детали можно представить в виде последовательности прямоугольных импульсов сил с амплитудой P0/N в нормальной и
Q0/N в тангенциальной плоскости, как показано на рис.3.
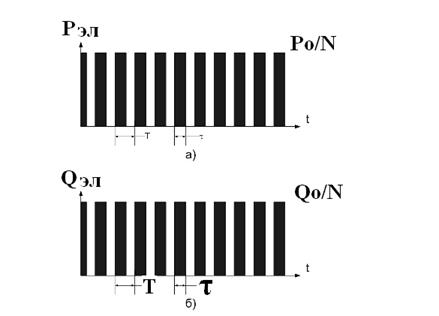
Рис. 3.Импульсы сил, действующие на элементарный участок детали в нормальной (а) и тангенциальной плоскости (б) при:
Р=Р0= const; Q = Q0 = const.
Длительность каждого импульса: τ = h/Vзд, где h- размер элементарного участка, Vзд– скорость относительного движения детали и абразивных зерен.
Частота действия абразивных зерен: f0 = 1/T = Vзд/ Н0 = Vзд/К·а.
Скорость относительного движения детали и абразивных зерен Vздможно определить по формуле И.В. Крагельского [3] :
Vзд/V = НВ дет/ (НВ дет + НВ пр),
где НВ дет , НВ пр – твердость по Бринеллю материалов детали и притира, соответственно.
Последовательность импульсов, представленных на рис. 3, разложенная в ряд Фурье, показывает, что в спектре силы, действующей на элементарный участок поверхности детали, имеется составляющая с нулевой частотой и составляющая, обусловленная движением абразивных зерен относительно элементарного участка поверхности детали ( см. рис. 4).
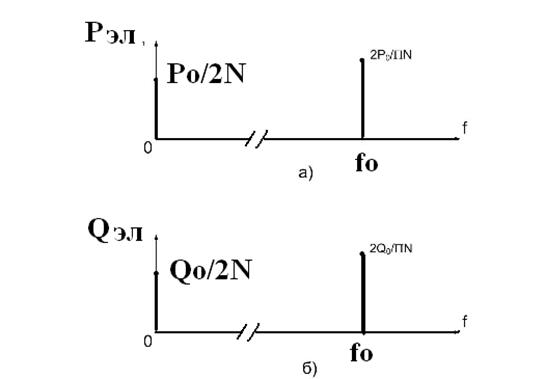
Рис. 4. Спектр нормальной и тангенциальной составляющих силы, действующей на элементарный участок поверхности детали при:
Р=Р0= const, Q = Q0 = const;
первой гармоники частоты f0и τ /T = 1/2.
Частота f0определяется зернистостью абразива и скоростью относительного движения детали по притиру.
Например, для случая: а = 5 мкм, К=2, V=1м\с, НВпр <<НВдет , f0= 100 кГц.
Экспериментально установлено, что в процессе доводки силы Р и Qне находятся на постоянном уровне, а непрерывно меняются. Примем, что эти силы меняются синхронно, с частотой F=2πΩ, причем F<< f0, как показано на рис. 5.

Рис. 5.Импульсы сил, действующие на элементарный участок детали в нормальной (а) и тангенциальной плоскости (б) при:
Р=Р0+Pmax· cosΩt; Q = Q 0+Qmax· cosΩt.
Разложение в ряд Фурье показывает, что в спектре силы, действующей на элементарный участок поверхности детали, кроме составляющей с нулевой частотой и составляющей, обусловленная движением абразивных зерен относительно элементарного участка поверхности детали, появляется частота Fикомбинированные частоты f0 ±F ( см. рис. 6).

Рис. 6. Спектр нормальной и тангенциальной составляющих силы, действующей на элементарный участок поверхности детали при:
Р=Р0+Pmax· cosΩt; Q = Q 0+Qmax· cosΩt;
первой гармоники частоты f0и τ /T = 1/2.
По аналогии с терминами, принятыми в радиотехники, частоту f0 можно назвать несущей, и эту область спектра – высокочастотной частью, а частоту F –модулирующей, и, соответственно, низкочастотной часть спектра.
Таким образом, спектр силы, действующей на элементарный участок поверхности детали, позволяет объединить в единую силовую характеристику основные технологические, кинематические и динамические факторы процесса абразивной доводки с учетом массовости воздействия абразивных зерен, что позволит упростить систему управления процессом при одновременном увеличении ее эффективности.
Предложенная управляющая характеристика дает также новое направление в исследовании процесса и разработки новых эффективных способов абразивной доводки и технологического оборудования для их реализации.
Список литературы.
- Орлов П.Н. Стабилизация процесса абразивной доводки деталей по качеству обработки. М.: ЦНИИТИ, 1978. 39 с.
- Назаров Н.Г. Моделирование процесса взаимодействия абразивного зерна с поверхностью пластины // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон. журн. 2011. № 12. Режим доступа: http://technomag.edu.ru/doc/278409.html (дата обращения 01.02.2013).
- Крагельский И.В., Добычин М.Н., Комбалов B.C. Основы расчётов на трение и износ. М.: Машиностроение, 1977. 526 с.
Публикации с ключевыми словами: интенсивность износа, абразивная доводка, технологические факторы, качество обработанной поверхности, управляющая характеристика
Публикации со словами: интенсивность износа, абразивная доводка, технологические факторы, качество обработанной поверхности, управляющая характеристика
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||