научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 10, октябрь 2008
Гидроколенный пресс для штамповки металла в твердожидком состоянии (ТИКСОШТАМПОВКА)
Бонокин Т.А.,
Московский государственный технический университет им. Баумана
Кафедра «Технологии обработки давлением»
Научный руководитель: д.т.н., проф. Бочаров Ю.А.
Во всех индустриально развитых странах конец ХХ века характеризуется заметным ростом интереса к технологиям формообразования фасонных заготовок деталей и к производству полуфабрикатов повышенной весовой эффективности, надежности и технологичности, разработанных на стыке традиционных технологий литья и штамповки. По оценкам экспертов сущность таких технологий, получивших общее наименование «тиксоформирование», определит развитие заготовительных производств в машиностроении в XXI веке, а их широкое освоение в массовом производстве индустриально развитых государств произойдет в ближайшие 5-10 лет. В России подобные производства находятся на стадии разработки. Новизна разрабатываемых технологий состоит в том, что процессы формообразования начинаются и осуществляются при твердожидком (ТЖ) состоянии металла из специальных нагреваемых заготовок или порций частично затвердевшего вне формообразующей оснастки металла, но с подготовленной, особого типа глобулярной структурой первично кристаллизующейся фазы.
Для реализации данного процесса мы рассматриваем два вида прессов:
- гидроколенный пресс;
- гидравлический пресс с насосным приводом.
Для начала проанализируем кинематические схемы прессов.
После несложных геометрических вычислений получаем зависимость:
(допущения: трением в шарнирах пренебрегаем, так же, как и весом звеньев, поскольку они малы по сравнению с силой штамповки)
Pнгк= Pнгк /sin(Y),
где угол Y - между направлением силы Pнгк и горизонталью.
Для примера рассмотрим деталь.
РИС.2 Деталь с фланцем.
Для детали получаем следующий график усилия по ходу на гидроколенном прессе:
РИС.3 График усилия по ходу для гидроколенного пресса
Если график преобразовать с помощью формулы Pнгк = Pнгк /sin(Y), то получаем следующий график:
РИС.4 Сравнение график усилия по ходу для гидроколенного пресса с графиком усилия по ходу для гидроцилиндра
Fц. - сила на гидроцилиндре гидроколенного пресса
Fшт. - сила штамповки для гидроколенного пресса.
После анализа двух графиков мы имеем следующий вывод:
-при использовании гидроколенного пресса- выигрыш в силе – 5 раз;
Пресса рассматриваются по следующим параметрам:
- площадь гидроцилиндра;
- объем жидкости в гидроцилиндре;
- объем жидкости для подпитки цилиндра во время паузы;
- упругая деформация вдоль оси штампа при номинальной силе штамповки;
- компенсация усадки металла при затвердевании под нагрузкой.
Для сравнения приведем следующую таблицу:
Таблица 1. Сравнение гидроколенного пресса с гидравлическим.
|
Характеристика |
Гидропресс НП |
Гидроколенный пресс |
|
1.Площадь гидроцилиндра |
S=Fн/Pm |
S=0,2Fн/Pm |
|
2.Объем жидкости в гидроцилиндре |
S=S*Sm |
S=0,2S*0,5Sm |
|
3.Объем жидкости давлением для подпитки цилиндра жидкостью во время паузы (2…20) в НП |
1 (Требуется для компенсации утечек и усадки в НП) |
0, 2 (Требуется для компенсации металла во время паузы в НП)
|
|
4.Упругая деформация z, мм вдоль оси штампа приноминальной силе штамповки |
1 (Модуль упругой деформации жидкости в гидроцилиндре)
|
0,1 (Модуль упругой деформации звеньев из стали Ест=2*10^5 Мпа т.е в 100 раз больш, но с учетом контактных деформаций z принято в 10 ра меньше)
|
|
5.Компенсация усадки металла при затвердевании под нагрузкой |
Компенсируется перемещением плунжера |
Компенсируется перемещением плунжера и коленного шарнирав зоне кругов трения |
|
6.Потенциальная энергия П упругой деформации жидкости, теряемая при разгрузке гидроцилиндра |
П=Pm*Pm*V/2Kж |
0,0…0,1 (П=0,0-при положении среднего коленного шарнира в зоне кругов трения; П=0,1 при компенсации усадки ) П=Pm*Pm*0,1V/2Kж |
Из таблицы видно, что по параметрам гидроколенный пресс превосходит гидравлический пресс.
Для гидроколенного пресса мы можем использовать гидроцилиндр с площадью в 5 раз меньше, чем для гидропресса.
Соответственно объем жидкости в гидроцилиндре в 10 раз меньше.
Эти следствия мы получаем засчет того, мы рассчитываем гидроцилинд для гидроколенного пресса на силу в 5 раз меньше, чем у гидравлического.

РИС.5 Гидравлическая схема гидроколенного пресса.
На (Рис.5) показана гидравлическая схема пресса с насосным приводом.
Также здесь мы можем увидеть подвод и отвод жидкости к верхнему и нижнему выталкивателям.
Существенным плюсом рассматриваемого гидроколенного пресса является наличие верхнего и нижнего выталкивателя.- наличие выталкивателей необходимо для тиксоштамповки тонкостенных деталей.
В противном случае- возможность застревания штампуемой детали в матрице, либо в пуансоне.
РИС.6 Общи вид гидроколенного пресса.
На рис. 6 показан общий вид гидроколенного пресса.
Конструкция держится засчет колонн и засчет ребер жесткости.
В момент, когда коленный механизм попадает в зону трения- засчет жесткости колен, мы можем прекратить подачу жидкости в цилиндр, экономя при этом электроэнергию.
Гидроколенный пресс легко управляем, что необходимо для процесса тиксоштамповки.

РИС.7 Общи вид диаграмма работы пресса.

РИС.8 Алгоритм процесса.
Для управления работы процесса необходимо по алгоритму (РИС.8) написать программу.
Для оптимизации параметров работы пресса возможно составление модели пресса в программном комплексе па9.
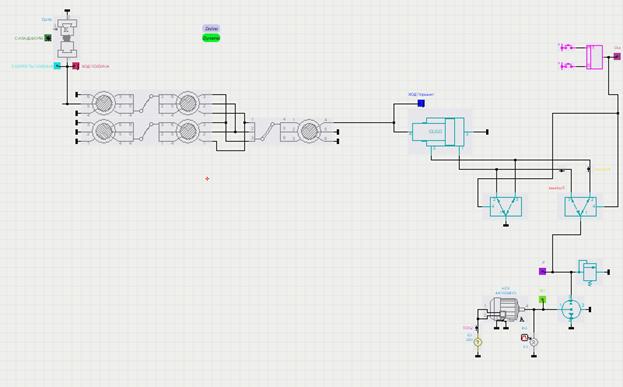
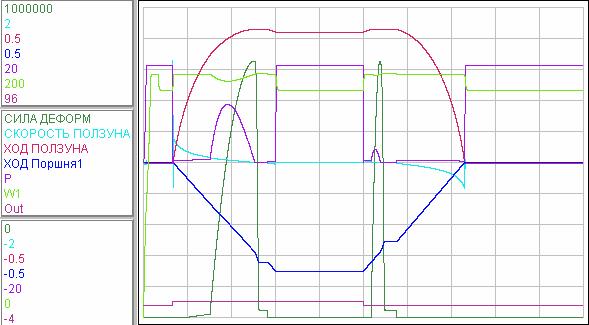
РИС.9 Моделирование в программном комплексе ПА9.
Гидроколенный пресс по многим параметрам подходит для процесса тиксоштамповки, но один из недостатков пресса по сравнению с гидравлическим – является дополнительные затраты на установку и изготовление коленного механизма.
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||