научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
#7 июль 2007
УДК.621.7.043
Ю. А. Бочаров, Л. В. Хижнякова
В последнее десятилетие учеными и исследователями у нас и за рубежом разрабатываются технологии штамповки металлов в твердожидком состоянии (тиксоштамповка и реоштамповка). Эти технологии в разной степени обеспечивают повышение механических свойств металла, размерной точности поковок, коэффициента использования металла. В технологии тиксо - и реоштамповки сохраняются и учитываются преимущества жидкой штамповки и устраняются её недостатки за счет существенного изменения микроструктуры металла: вместо дендритной формируется сфероидальная (глобулярная) микроструктура. Эта структура формируется специальным воздействием на кристаллизующийся металл, в процессе образования твердожидкой суспензии в температурном диапазоне между линиями ликвидус и солидус, то есть при температуре ниже линии расплава и выше линии затвердевания. Значительный интерес к новой технологии штамповки в твердожидком состоянии вызван открытием свойства тиксотропности металлических суспензий с глобулярной микроструктурой (M.C. Flemings, 1978). Эффект тиксотропности – способность металлических суспензий с глобулярной микроструктурой в твердожидком состоянии значительно снижать сопротивление сдвиговым деформациям, что позволяет металлу заполнять сложные формы полости штампов при незначительной удельной силе.
В России подобные технологии находятся в стадии исследования, начало которым положили ученые МГТУ им. Н.Э. Баумана: д.т.н, профессор Б.И. Семенов и к.т.н. К.М. Куштаров, кафедра СМ13; МГТУ «Станкин»: д.т.н, профессор Ю.П. Кирдеев, д.т.н, профессор А.Э. Артес. Новизна разрабатываемых технологий состоит в том, что процессы формообразования осуществляются при твердожидком состоянии металла на заготовках, в которых предварительно подготовлена глобулярная микроструктура первично кристаллизующейся фазы.
Это требует разработки новых схем организации технологических процессов в заготовительных производствах. В них должно быть предусмотрено воздействие на металл, в процессе разливки различными средствами препятствующими образованию дендритной микроструктуры с последующей штамповкой (реоштамповка) или закалка (сохранение глобулярной микроструктуры), повторный нагрев до образования твердожидкой фазы (суспензии) и деформирование в штампах на гидропрессах с ЧПУ, или на специализированных гидроколенных прессах (тиксоштамповка). Тиксотехнологии характеризуются одновременным возрастанием прочности и пластичности материала поковок. А при охлаждении до температуры суспензии с содержанием твердой фазы более 90%, характеризуется пластичностью и сопротивлением деформированию подобными горячей объёмной штамповке. Отштампованные таким способом поковки обладают высоким качеством и повышенной надежностью, существенно улучшенными критериями технологичности.
В зарубежных компаниях в производственных условиях применяют тиксоштамповку из двух этапов: 1) изготовление первичных заготовок с глобулярной микроструктурой на металлургическом производстве (предприятие, цех, участок): расплав, магнитогидродинамическое перемешивание расплава в кристаллизаторе с целью получения глобулярной микроструктуры, прокатка и закалка профилей; 2) резку твердой заготовки нужного размера на машиностроительном предприятии, последующий нагрев ее до температуры твердожидкого состояния (суспензии) и формообразование штамповкой. Все отходы металла могут возвращаться для переплавки на металлургическое предприятие (цех, участок).
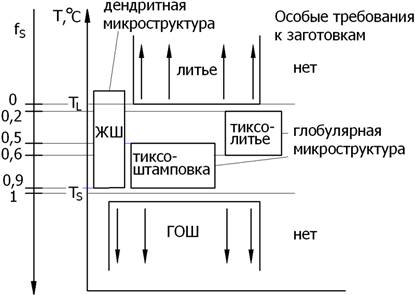
Рис. 1 Схема температурных условий формообразования
металла в тиксотехнологиях
в сравнении с жидкой штамповкой (ЖШ), литьем и горячей объемной штамповкой
(ГОШ).
ТL – температура линии ликвидус, ТS –
температура линии солидус,
fs – относительная доля твердой фазы в твердожидкой суспензии
Некоторые преимущества технологии тиксоштамповки: возможность штамповать литейные сплавы, получать поковки сложной фасонной формы при высокой точности размеров, получать фасонные поковки за один переход, высокий коэффициент использования материала, снижение энергетических затрат при деформировании, уменьшение последующей механической обработки.
На практике могут появиться такие дефекты как ликвация, пористость и зажимы. Недостаточная изученность вопроса появления этих дефектов является возможным препятствием для широкого использования тиксоштамповки в промышленности. При разработке соответствующей системы управления процессом необходимо повысить его стабильность. Таким образом необходимо провести систематические исследования течения материала и появления дефектов ликвации, пористости и зажимов в процессе тиксоштамповки.
Повторный нагрев металла до твердожидкого состояния - особенно важный этап в процессе тиксоштамповки. Его целью является получение однородного твердожидкого состояния заготовки с точно контролируемым содержанием твердой фазы из частиц глобулярной формы, равномерно распределенных в жидкой фазе с более низкой температурой затвердевания. Именно температура нагрева определяет количественное содержание твердой фазы в заготовке.
Цель нагрева – получение равномерной по всему сечению заготовки конкретной температуры, лежащей в пределах между линиями солидуса и ликвидуса. От правильности выбора этой температуры, равномерности ее распределения по сечению заготовки, а так же общего времени нагрева зависит состояние микроструктуры заготовки перед штамповкой, то есть степень проявления эффекта тиксотропности.
При выборе температуры нагрева следует пользоваться графиком зависимости содержания жидкой фазы от температуры при максимальном и минимальном содержании кремния для сплава А356 (рис. 2).

Рис. 2 Зависимость содержания твердой фазы fS от
температуры при максимальном
и минимальном содержании кремния для сплава А356
Таблица 1. Химический состав (в %) алюминиевого сплава А356
|
Si |
Fe |
Cu |
Mg |
Zn |
Ti |
Другие |
Al |
|
6.3...7.3 |
0.2 |
0.2 |
0.25...0.45 |
0.1 |
0.2 |
0.15 |
остальное |
|
|
|
|
|
|
|
|
|
Нижняя граница температуры нагрева должна лежать выше точки перегиба на графике, в этом случае сплав будет гарантированно находиться в твердожидком состоянии. Верхняя граница температуры нагрева определяется экспериментально. Для ее определения необходимо руководствоваться следующими критериями: заготовка не должна терять устойчивость, продолжительность теста на тиксотропность должна находиться в диапазоне времени, достаточного для транспортировки заготовки в штамп, потеря массы заготовки из-за сепарации жидкой фазы должна быть менее 15%.
Для определения готовности заготовки к тиксоштамповке необходимо использовать тест на тиксотропность. Непосредственно после нагрева заготовку разрезают ножом и фиксируют время в течении которого заготовка без особых усилий подвергается этой процедуре. По времени теста на тиксотропность можно установить степень «готовности» заготовки, в течении этого времени заготовку можно транспортировать от нагревательного устройства к штампу.
Процесс тиксоштамповки поковок из алюминиевого сплава А356 начинается при минимальном содержании твердой фазы ~ 50 %. Материал в процессе штамповки должен находиться так же в твердожидком состоянии, а штамп должен быть нагрет минимум до 250 °С. Во избежание возможного вытекания материала из полости штампа, штамповку следует проводить в закрытых штампах.
В настоящее время не существует рекомендаций и стандартов к проектированию штампов для процесса тиксоштамповки. Исходя из нашего опыта экспериментальной работы внутренние уклоны рекомендуется назначать по стандартам, принятым для ГОШ, ГОСТ 7505-89 (из-за опасности залипания поковки на внутренней поверхности в результате термической усадки), внешние штамповочные уклоны 0..2 ° (значительно меньше чем для ГОШ). Внутренние радиусы скругления по стандартам ГОШ, ГОСТ 7505-89, внешние 0..2 мм.
Необходимо осуществлять смазывание штампов смазочным материалом. При тиксоштамповке поковок из А356 как правило используют нитрид бора (BN) или графит в дисперсном состоянии.
Литература
1. Бочаров Ю.А., Семенов Б.И., Хижнякова Л.В. Тиксоштамповка алюминиевых деталей // Комплект ИТО. - 2006. - №8;
2. G.I.Eskin, B.I.Semenov, V.N.Serebryany, Yu.P.Kirdeev. Proc. of 7-th International Conference on semisolid processing of alloys and composites, (2002), p. 397-402.
Публикации с ключевыми словами: тиксоштамповка, А356, штамповка в твердожидком состоянии
Публикации со словами: тиксоштамповка, А356, штамповка в твердожидком состоянии
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||