научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 02, февраль 2013
DOI: 10.7463/0213.0539055
УДК 519.6
Россия, МГТУ им. Н.Э. Баумана
Введение
В настоящее время проблема тонкой и средней очистки жидкостей актуальна для многих отраслей техники: машиностроение; пищевая, химическая и медицинская промышленность; водоснабжение; нефтегазовая отрасль и т.д. Основная сложность при использовании фильтров тонкой и средней очистки заключается в необходимости периодической остановки работы фильтрующей установки для очистки или замены загрязненных фильтроэлементов. Перспективным типом фильтроэлементов являются щелевые фильтрующие трубы, которые обеспечивают высокую эффективность очистки противотоком. В настоящее время все чаще для изготовления фильтроэлементов используют полимерные материалы, достоинствами которых являются их высокая коррозионная стойкость, долговечность и низкая стоимость [1].
В МГТУ им. Н.Э. Баумана под руководством профессора Н.Н. Зубкова разработан новый метод механической обработки − деформирующее резание. Метод позволяет с высокой производительностью получать полимерные щелевые фильтрующие структуры с регулируемой шириной щелей от 10 мкм до нескольких мм [2]. Исследованию различных аспектов изготовления фильтрующих структур с помощью метода деформирующего резания посвящены работы [1-4].
В процессе эксплуатации щелевые фильтроэлементы подвергаются силовым воздействиям двух типов: во-первых, радиальные воздействия, обусловленные перепадом давлений внутри и снаружи фильтра; во-вторых, осевая нагрузка, используемая для управления шириной щели, например, при промывке фильтроэлементов противотоком. Таким образом, при проектировании щелевого фильтра необходимо учитывать, как минимум, три критерия оптимальности фильтра:
‑ живое сечение (отношение суммарной площади щелей к площади поверхности нарезанной части фильтра);
‑ жесткость фильтра, обусловленная раскрытием щелей вследствие осевой нагрузки на фильтроэлемент;
‑ прочность фильтра, определяемая напряжениями, возникающими в материале фильтра вследствие радиальной нагрузки на него.
Целью работы является трехкритериальная оптимизация геометрии щелевого фильтра, изготовленного методом деформирующего резания.
Научная новизна работы заключается в разработке методики многокритериальной оптимизации щелевых фильтров указанного типа.
В качестве метода решения задачи многокритериальной оптимизации (МКО-задачи) использован развиваемый авторами интерактивный метод решения МКО-задач, называемый методом PREF (PREFerence) [5]. Каждая итерация метода включает в себя фазу анализа, выполняемую лицом, принимающим решения (ЛПР), и фазу расчетов, выполняемую системой многокритериальной оптимизации (МКО-системой).
По характеру информации, получаемой МКО-системой от ЛПР на фазе анализа, выделяют несколько интерактивных методов. В работе использован метод, основанный на предположении о том, что ЛПР может непосредственно выполнять оценку предлагаемых МКО–системой альтернатив (например, в терминах «лучше», «хуже», «одинаково»). Указанные оценки МКО-система интерпретирует как значения, так называемой, функции предпочтений ЛПР [5]. Метод требует аппроксимации данной функции, для чего в работе использован подход на основе нейронных сетей [5].
В первом разделе работы представляем постановку задачи трехкритериального проектирования фильтра. Второй раздел содержит описание используемого метода решения поставленной МКО-задачи. В третьем разделе приводим описание разработанного программного обеспечения. В четвертом разделе даем результаты вычислительных экспериментов, выполненных с использованием разработанных математических моделей фильтра, алгоритмического и программного обеспечения. В заключении формулируем основные результаты работы и перспективы ее развития.
1. Постановка задачи
Математическую модель щелевого фильтра определяют следующие его параметры (рисунок 1):
· D – внешний диаметр щелевого фильтра;
· L –длина фильтра;
· h – толщина стенки фильтра;
· G – длина необработанной части фильтра;
· ![]() – число винтовых рядов щелей;
– число винтовых рядов щелей;
· b – ширинащелей;
· ![]() – угол наклона винтовых рядов щелей (рисунок 1);
– угол наклона винтовых рядов щелей (рисунок 1);
· ![]() – радиус траектории инструмента, формирующего сквозную щель (рисунок 2);
– радиус траектории инструмента, формирующего сквозную щель (рисунок 2);
· ![]() – осевой шаг щелей (рисунок 1).
– осевой шаг щелей (рисунок 1).
Рисунок 1 – К модели фильтра
Взаимосвязи указанных параметров фильтра определяет следующая последовательность действий.
1) Задав численные значения параметров ![]() , рассчитываем шаг витков спирали
, рассчитываем шаг витков спирали  .
.
2) Вычисляем высоту спирали (длина участка трубной заготовки со сквозными щелями) ![]() .
.
3) Определяем число щелей на одной спирали ![]()
4) Вычисляем требуемое расстояние А между осью вращения заготовки и осью вращения инструмента по формуле ![]() где
где ![]() , мм – максимальная глубина внедрения инструмента, заданная из технологических соображений [1].
, мм – максимальная глубина внедрения инструмента, заданная из технологических соображений [1].
5) Определяем длину прорезаемой щели на внутренней поверхности заготовки ![]() где
где ![]() – внутренний радиус заготовки;
– внутренний радиус заготовки;  центральный угол, на который опирается дуга
центральный угол, на который опирается дуга ![]() (рисунок 2). Это сделано в допущении о независимости длины щели от режима резания (встречное или попутное) [6].
(рисунок 2). Это сделано в допущении о независимости длины щели от режима резания (встречное или попутное) [6].

Рисунок 2 – К расчету длины щели на внутренней поверхности фильтра:
1 – профиль трубной заготовки фильтра, 2 – траектория инструмента
В качестве компонентов вектора варьируемых параметров ![]() рассматриваем
рассматриваем ![]() ‑ угол наклона винтовой линии рядов щелей, град;
‑ угол наклона винтовой линии рядов щелей, град; ![]() ‑ шаг щелей, мм;
‑ шаг щелей, мм; ![]() ‑ радиус вращения инструмента, мм. Допустимая область варьируемых параметров, полагаем, имеет вид
‑ радиус вращения инструмента, мм. Допустимая область варьируемых параметров, полагаем, имеет вид
![]()
Используем три критерия оптимальности: живое сечение ![]() ; жесткость
; жесткость ![]() , мм; прочность
, мм; прочность ![]() МПа.
МПа.
1) Живое сечение равно отношению суммарной площади щелей ![]() к площади нарезанной части поверхности фильтра
к площади нарезанной части поверхности фильтра ![]() :
:
 (1)
(1)
Говоря более строго, живое сечение подлежит максимизации. Однако для единообразия записи в формуле (1) используем знак минус и решаем задачу минимизации функции ![]() .
.
2) Жесткость фильтра определяем относительным увеличением ширины щелей (их раскрытием) в результате растяжения фильтра осевой силой ![]() , приложенной к одному из торцов фильтроэлемента при закреплении другого торца:
, приложенной к одному из торцов фильтроэлемента при закреплении другого торца:
 (2)
(2)
Здесь ![]() – удлинение фильтра, вызванное силой
– удлинение фильтра, вызванное силой ![]() Н.
Н.
3) Прочность фильтра. В качестве данного критерия используем максимальное напряжение, возникающее в материале фильтра при перепаде давления, равном ![]() :
:
![]() (3)
(3)
Ставим трехкритериальную задачу оптимизации фильтра: найти значения его варьируемых параметров ![]() , которые, в пределе, обеспечивают выполнение всех условий (1) – (3).
, которые, в пределе, обеспечивают выполнение всех условий (1) – (3).
Полагаем, что фильтроэлемент изготовлен из полиэтилена низкого давления марки ПЭ80 (ГОСТ 18599-2001). Основные свойства материала ПЭ80 представлены в таблице 1 [1].
Таблица 1 – Основные свойства материала ПЭ80
Свойство | Значение |
Модуль упругости, МПа | 800 |
Коэффициент Пуассона | 0,43 |
Предел прочности при растяжении, МПа | 30 |
2. Используемый метод решения задачи многокритериальной оптимизации
Пусть ![]() – вектор варьируемых параметров задачи. Область допустимых значений вектора X образует множество
– вектор варьируемых параметров задачи. Область допустимых значений вектора X образует множество ![]() (которое, в общем случае, формирует некоторый набор ограничивающих функций). Векторный критерий оптимальности
(которое, в общем случае, формирует некоторый набор ограничивающих функций). Векторный критерий оптимальности ![]() определен на множестве
определен на множестве ![]() и ЛПР стремится минимизировать значение каждого из частных критериев оптимальности
и ЛПР стремится минимизировать значение каждого из частных критериев оптимальности ![]() ,
, ![]() , что условно записываем в виде
, что условно записываем в виде
![]() (4)
(4)
В нашем случае ![]() .
.
Обычно критерии оптимальности являются противоречивыми и свои оптимальные значения достигают в различных точках множества допустимых значений вектора варьируемых параметров ![]() . Вследствие этого решением МКО–задачи является множество компромиссных решений, называемое множеством Парето. Это множество включает в себя решения, которые нельзя улучшить сразу по всем критериям.
. Вследствие этого решением МКО–задачи является множество компромиссных решений, называемое множеством Парето. Это множество включает в себя решения, которые нельзя улучшить сразу по всем критериям.
Обозначим ![]() операцию скалярной свертки частных критериев оптимальности, где
операцию скалярной свертки частных критериев оптимальности, где ![]() – вектор весовых множителей;
– вектор весовых множителей; ![]() – множество допустимых значений этого вектора. При каждом фиксированном векторе
– множество допустимых значений этого вектора. При каждом фиксированном векторе ![]() метод скалярной свертки сводит решение задачи (4) к решению однокритериальной задачи глобальной условной оптимизации (ОКО–задачи)
метод скалярной свертки сводит решение задачи (4) к решению однокритериальной задачи глобальной условной оптимизации (ОКО–задачи)
![]() (5)
(5)
Обозначим ![]() множество достижимости задачи, то есть множество, в которое векторная целевая функция
множество достижимости задачи, то есть множество, в которое векторная целевая функция ![]() отображает область
отображает область ![]() . Если при каждом
. Если при каждом ![]() решение задачи (5) единственно, то это решение ставит в соответствие вектору
решение задачи (5) единственно, то это решение ставит в соответствие вектору ![]() единственный вектор X[5]. Данное обстоятельство позволяет полагать, что функция
единственный вектор X[5]. Данное обстоятельство позволяет полагать, что функция ![]() предпочтений ЛПР определена не на множестве
предпочтений ЛПР определена не на множестве ![]() , а на множестве
, а на множестве ![]() . В результате МКО–задача сводится к задаче выбора вектора
. В результате МКО–задача сводится к задаче выбора вектора ![]() такого, что
такого, что
![]() .
.
Величину ![]() полагаем лингвистической переменной со значениями от «очень – очень плохо» до «отлично». Ядро нечеткой переменной
полагаем лингвистической переменной со значениями от «очень – очень плохо» до «отлично». Ядро нечеткой переменной ![]() обозначим
обозначим ![]() , так что ее значению «очень – очень плохо» соответствует
, так что ее значению «очень – очень плохо» соответствует ![]() , а значению «отлично» –
, а значению «отлично» – ![]() .
.
Таким образом, МКО–задачу сводим к задаче отыскания вектора ![]() обеспечивающего максимальное значение целочисленной функции
обеспечивающего максимальное значение целочисленной функции ![]() :
:
 (6)
(6)
Детальная схема используемого метода решения задачи (6) представлена, например, в работе [5].
Предварительное исследование задачи, поставленной в п. 1, показало, что в условиях постановки задачи множество ![]() является выпуклым. Это дает возможность в качестве функции
является выпуклым. Это дает возможность в качестве функции ![]() использовать аддитивную свертку
использовать аддитивную свертку  . Известно, что решения, доставляющие минимум этой свертки, принадлежат множеству Парето задачи.
. Известно, что решения, доставляющие минимум этой свертки, принадлежат множеству Парето задачи.
3. Программное обеспечение
3.1. Приложение FILTER-SW. Параметризованная модель щелевого фильтра (п.1) разработана в среде программной системы SolidWorks. С целью исследования жесткости и прочности фильтра разработано программное приложение FILTER-SW, позволяющее программно управлять этой моделью. Разработка выполнена с использованием интегрированной среды разработки VisualStudio 2010 на языке программирования C++. Объем программного кода составляет ~1300 строк. Приложение использует интерфейс прикладного программирования (ApplicationProgrammingInterface, API) системы SolidWorks, предназначенный для управления набором функциональных средств SolidWorks.
В качестве конечных элементов (КЭ) конечно-элементной сетки используем параболические тетраэдральные элементы, которые в отличие от линейных позволяют получить более точную аппроксимацию модели [5]. Программное приложение FILTER-SW позволяет не задавать максимальный размер ребра конечного элемента ![]() . В этом случае приложение использует рассчитанное им умолчательное значение
. В этом случае приложение использует рассчитанное им умолчательное значение ![]() =
=![]() , которое определяется в пакете CosmosWorks, исходя из геометрических параметров модели. Пакет CosmosWorksвходит в состав SolidWorks и предназначен для выполнения конечно-элементного анализа.
, которое определяется в пакете CosmosWorks, исходя из геометрических параметров модели. Пакет CosmosWorksвходит в состав SolidWorks и предназначен для выполнения конечно-элементного анализа.
3.2. Приложение PREF-FILTER-SW. Рассмотренный в п.2 метод решения МКО-задачи реализован в виде программного приложения PREF-FILTER-SW. Реализация выполнена с использованием интегрированной среды разработки VisualStudio 2010 на языке программирования C++. Объем программного кода составляет ~2900 строк.
Для аппроксимации функции предпочтений в программе PREF-FILTER-SWиспользован многослойный персептрон с семью нейронами в скрытом слое. Многослойный персептрон, по сути, строит указанную аппроксимирующую функцию в виде

где ![]() ‑ параметры, вычисляемые в процессе обучения нейронной сети;
‑ параметры, вычисляемые в процессе обучения нейронной сети; ![]() ,
, ![]() ‑ сигмоидальная и линейная функции соответственно; H ‑ число нейронов в скрытом слое нейронной сети (в нашем случае H=7). Программная реализация нейронных сетей выполнена на основе свободно распространяемого пакета FANN (Fast Artificial Neural Network Library) [8].
‑ сигмоидальная и линейная функции соответственно; H ‑ число нейронов в скрытом слое нейронной сети (в нашем случае H=7). Программная реализация нейронных сетей выполнена на основе свободно распространяемого пакета FANN (Fast Artificial Neural Network Library) [8].
Для решения ОКО-задач, возникающих в методе PREF, использован свободно распространяемый пакет NLopt (NonLinearOptimization), поддерживающий широкий класс методов многомерной локальной и глобальной оптимизации [9]. В частности, в качестве метода глобальной условной оптимизации для решения задач (5) и (6) нами использован метод мультистарта в комбинации с прямым методом многомерной локальной условной оптимизации COBYLA (Constrained Optimization BY Linear Approximations), реализация которого имеется в указанном пакете.
4. Вычислительные эксперименты
Вычислительные эксперименты выполнены для модели реального фильтра, использованного в работе [1]. Параметры модели представлены в таблице 2. Эксперименты выполнены на персональном компьютере, имеющем следующие значения основных параметров: процессор – IntelCore(TM)2 QuadCPUQ9550; 2,83 ГГц; оперативная память − 4,00 Гбайт.
Таблица 2 – Параметры модели
Параметр | Значение |
Наружный диаметр заготовки (D), мм | 50 |
Толщина стенки заготовки (h), мм | 4 |
Число рядов щелей ( | 6 |
Радиус вращения инструмента ( | 95 |
Ширина щелей (b), мм | 0,1 |
Шаг щелей ( | 1 |
Угол наклона винтовой линии рядов щелей ( | 43 |
4.1. Обоснование размера КЭ-сетки. Поскольку при решении МКО-задачи рассматриваемым методом (как и любым другим методом), требуется многократное интегрирование модельной системы дифференциальных уравнений в частных производных, актуальной является задача сокращения соответствующих вычислительных затрат. С этой целью желательно использовать КЭ-сетки, содержащие минимальное число узлов. С другой стороны, для обеспечения требуемой точности результатов необходимы сетки с большим числом узлов. В этой связи в первую очередь была выполнена серия вычислительных экспериментов, призванных определить оптимальный размер сетки.
Стандартной инженерной практикой при выборе размера КЭ является исследование энергии деформации при варьировании размера КЭ. При этом размеры КЭ уменьшают до тех пор, пока энергия деформации практически престанет меняется. Результаты такого сорта экспериментов, выполненных с помощью конечно-элементной SolidWorks-модели фильтра, представлены на рисунках 3-5. Исследование выполнено при варьировании максимального размера ![]() ребра КЭ в диапазоне от 5 мм до 0,5 мм.
ребра КЭ в диапазоне от 5 мм до 0,5 мм.

Рисунок 3 – Максимальная энергия деформации фильтра: SolidWorks-модель; осевое растяжение фильтра силой F=100 H

Рисунок 4 – Максимальная энергия деформации фильтра: SolidWorks-модель; перепад давления ![]() 150 кПа
150 кПа
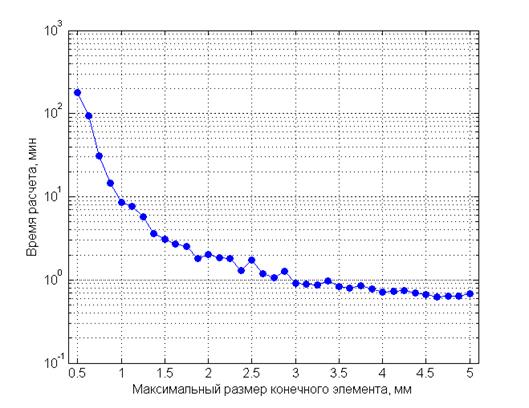
Рисунок 5 – Время расчета: SolidWorks-модель; осевое растяжение фильтра силой F=100 H; перепад давления ![]() 150 кПа
150 кПа
Представленные результаты исследования позволяют сделать вывод о том, что при размерах конечных элементов ![]() , меньших 1 мм, энергия деформации, обусловленная, как осевым растяжением фильтра, так и перепадом давления, меняется незначительно. В то же время, при такой величине
, меньших 1 мм, энергия деформации, обусловленная, как осевым растяжением фильтра, так и перепадом давления, меняется незначительно. В то же время, при такой величине ![]() вычислительные затраты оказываются приемлемыми. На этом основании, а также исходя из принципа гарантированного результата, дальнейшие исследования выполнены при
вычислительные затраты оказываются приемлемыми. На этом основании, а также исходя из принципа гарантированного результата, дальнейшие исследования выполнены при ![]() мм.
мм.
Из экспериментов, результаты которых представлены выше, вытекает, что максимальные напряжения при указанных деформациях фильтра возникают у оснований щелей (рисунок 6).
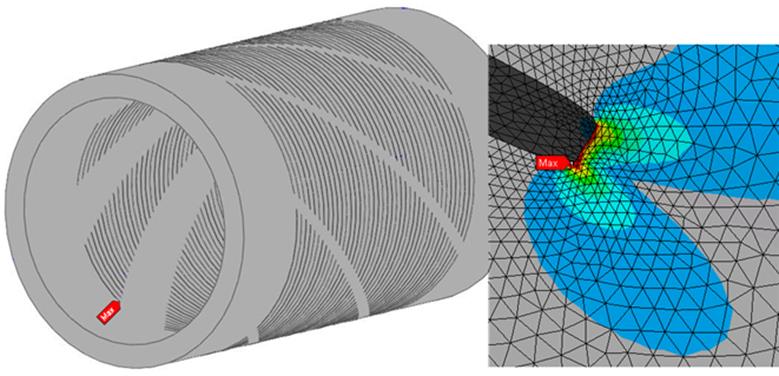
Рисунок 6 – Распределение напряжений в фильтре
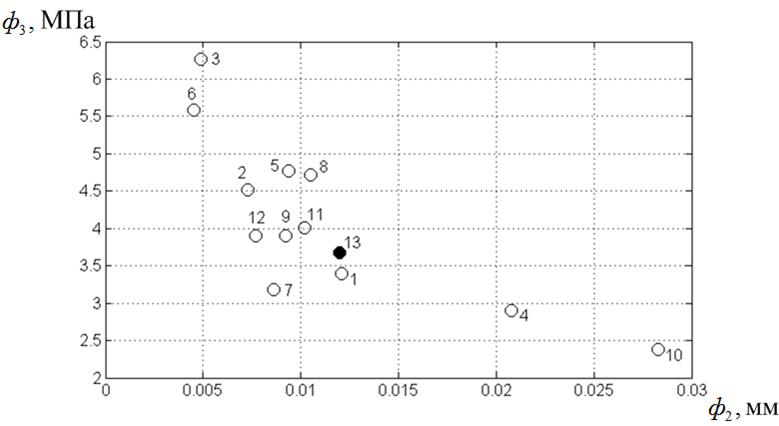
4.2. Трехкритериальная оптимизация фильтра. В качестве лица, принимающего решения, выступал профессор МГТУ им. Н.Э. Баумана Н.Н. Зубков. Число «разгонных» решений, которые предоставляются ЛПР для оценки на первой итерации, было принято равным пяти [5]. На рисунке 7 в трех разных проекциях изображены решения, предлагаемые ЛПР для оценки. Задача была решена за девять итераций диалога с ЛПР. Полученному решению соответствует точка с номером 13 на рисунке 10. Соответствующие значения варьируемых параметров и критериев оптимальности равны: угол наклона винтовой линии рядов щелей ![]() 59 град; шаг щелей
59 град; шаг щелей ![]() мм; радиус вращения инструмента
мм; радиус вращения инструмента ![]() 49 мм; живое сечение
49 мм; живое сечение ![]() 0,093; жесткость фильтра
0,093; жесткость фильтра ![]() 0,012 мм; прочность фильтра
0,012 мм; прочность фильтра ![]() 3,675 МПа.
3,675 МПа.

а)

б)
в)
а) – проекция в осях ![]() и
и ![]() ; б) – проекция в осях
; б) – проекция в осях ![]() и
и ![]() ;
;
в) – проекция в осях ![]() и
и ![]()
Рисунок 7 – Аппроксимация фронта Парето для трехкритериальной задачи оптимизации геометрии фильтра
Опыт решения рассмотренной трехкритериальной задачи оптимизации геометрии фильтра показал, что метод PREFпозволяет находить решение за малое число итераций диалога с ЛПР; схема диалога, которую предполагает этот метод, удобна для ЛПР.
Заключение
Основные результаты работы заключаются в следующем.
1) Разработана математическая модель щелевого фильтра, изготавливаемого методом деформирующего резания.
2) Поставлена трехкритериальная задача оптимизации геометрии этого фильтра.
3) Разработана параметризованная SolidWorks-модель фильтра.
4) С использованием интегрированной среды разработки VisualStudio 2010 и языка программирования C++ разработано два программных приложения. Приложение FILTER-SW позволяет программно управлять SolidWorks-моделью фильтра. Приложение PREF-FILTER-SWреализует развиваемый авторами работы интерактивный метод решения многокритериальных задач оптимизации, основанный на нейросетевой аппроксимации функции предпочтений ЛПР.
5) Cиспользованием SolidWorks-модели фильтра и указанного программного обеспечения выполнена трехкритериальная оптимизация геометрических параметров фильтра. Опыт решения задачи показал эффективность принятых алгоритмических и программных решений.
В развитие работы планируются эксперименты по многокритериальной оптимизации геометрии фильтра с использованием других развиваемых авторами методов многокритериальной оптимизации [10 ,11]. Кроме того, для повышения скорости вычислений авторы планируют параллельную реализацию рассмотренного и других методов многокритериальной оптимизации.
Авторы выражают глубокую благодарность Зубкову Н.Н. и Овчинникову В.А. за ценные советы и помощь в проведении вычислительного эксперимента.
Список литературы
1. Слепцов А.Д. Разработка и исследование метода получения щелевых фильтрующих структур: дис. … канд. тех. наук: 05.02.07, 05.02.08 / Слепцов Аркадий Дмитриевич. МГТУ им. Н.Э. Баумана, 2011. 179 с.
2. Зубков Н.Н. Совмещение процессов резания и обработки давлением в новом методе формообразования развитых поверхностных структур // Кузнечно-штамповочное производство. Обработка материалов давлением. 2002. № 10. С.17-20, С. 29-34.
3. Зубков Н.Н., Слепцов А.Д. Получение микросеток и проницаемых щелевых труб механической обработкой // Известия ВУЗов. Машиностроение. 2007. № 3. С. 56-60.
4. Зубков Н.Н., Слепцов А.Д. Получение полимерных щелевых фильтрующих труб методом деформирующего резания // Вестник машиностроения. 2010. № 12. С. 51-53.
5. Карпенко А.П., Мухлисуллина Д.Т., Овчинников В.А. Нейросетевая аппроксимация функции предпочтений лица, принимающего решения, в задаче многокритериальной оптимизации // Информационные технологии. 2010. № 10. С. 2-9.
6. Иванов В.С., Зубков Н.Н., Иванов Д.В. Параметрический синтез технологической схемы при получении щелевых структур вращающимся лезвийным инструментом // Технология машиностроения. 2007. № 12. С. 16-19.
7. Справка по SolidWorks . Режим доступа: http://help.solidworks.com/ (дата обращения 10.10.2012).
8. FANN - Fast Artificial Neural Network Library. Режим доступа: http://leenissen.dk/fann/wp/ (дата обращения 10.10.2012).
9. NLopt. NonLinearOptimization. Режим доступа: http://ab-initio.mit.edu/wiki/index.php/NLopt (дата обращения 10.10.2012).
10. Карпенко А.П., Моор Д.А., Мухлисуллина Д.Т. Многокритериальная оптимизация на основе нечеткой аппроксимации функции предпочтений лица, принимающего решения // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон. журн. 2010. № 1. Режим доступа: http://technomag.edu.ru/doc/135375.html (дата обращения 10.10.2012).
11. Карпенко А.П., Моор Д.А., Мухлисуллина Д.Т. Многокритериальная оптимизация на основе нейро-нечеткой аппроксимации функции предпочтений лица, принимающего решения // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон. журн. 2010. № 6. Режим доступа: http://technomag.edu.ru/doc/143964.html (дата обращения 10.10.2012).
Публикации с ключевыми словами: многокритериальная оптимизация, щелевой фильтр, функция предпочтений лица, принимающего решения
Публикации со словами: многокритериальная оптимизация, щелевой фильтр, функция предпочтений лица, принимающего решения
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||