научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 08, август 2011
УДК 669.18:621.771.237:
НИТУ МИСиС (Национальный Исследовательский Технологический Университет Московский Институт Стали и Сплавов)
Широкополосовые станы горячей прокатки (ШПС г.п.) продолжают сохранять лидерство в производстве горячекатаных широких полос, оставаться основными поставщиками заготовки для листовых станов холодной прокатки. ШПС г.п. содержат печную группу, черновую и чистовую группы клетей и уборочную группу оборудования, включающую отводящий рольганг и моталки. Между черновой и чистовой группами клетей расположен промежуточный рольганг, по которому подкат (раскат) передают из черновой в чистовую группу. В известном опросном листе ведущих японских металлургов отмечено единое мнение специалистов о необходимости обязательного наличия промежуточного рольганга в технологической линии ШПС г.п. Необходимость в опросе появилась, в том числе в связи с тем, что наличие процесса передачи подката по промежуточному рольгангу приводит к существенному, к тому же неравномерному по длине охлаждению подката (до 100 град. и более) к моменту входа участков подката в первую клеть чистовой группы.
В свою очередь отмеченный перепад температуры существенно усложняет процесс прокатки в чистовой группе клетей, приводит к перегрузкам первых трех – четырех клетей, к тому же, на выходе из чистовой группы требуется постоянное распределение температуры по длине готовой полосы, что обусловлено необходимостью получения постоянных физико-механических свойств по длине полосы.
Для полунепрерывных ШПС г.п. фирма Steel Corporation Canada нашла оригинальное решение указанной технической задачи в виде операции сматывания подката в рулон с последующим его разматыванием и подачей подката с практически постоянной температурой по длине для прокатки в чистовых клетях. Операцию сматывания/разматывания подката осуществляют в установке coilbox. Применение coilbox позволило к тому же существенно расширить возможности действующих полунепрерывных ШПС г.п. по прокатке тяжеловесных слябов (при этом применение coilbox наиболее эффективно для слябов с соотношением G/B ≥ 19 т/(м. ширины), где G – масса сляба, В – ширина сляба). Однако операция сматывания/разматывания подката, осуществляемая в установке coilbox, не может обеспечить высокую производительность, присущую непрерывным ШПС г.п.
Для непрерывных (3/4 непрерывных, 2/3 непрерывных) ШПС г.п., имеющих производительность свыше 4,0 млн. т/год, снижение охлаждения подката в процессе передачи его из черновой в чистовую группу клетей и снижение при этом неравномерного по длине подката распределения температуры в момент входа в первую клеть чистовой группы предложено осуществлять путем экранирования верхней и нижней поверхностей подката на промежуточном рольганге вплоть до подогрева подката в проходной тоннельной печи с откидывающимся верхним сводом.
Объединим все известные способы снижения охлаждения подката на промежуточном рольганге названием теплосохраняющие установки (ТСУ) и разделим их на три вида теплоэкранирования: пассивное, активное и псевдоактивное.
Основу пассивного теплоэкранирования составляет снижение охлаждения верхней поверхности подката путем уменьшения его теплообмена с окружающей средой. Это предложено осуществлять или снижением степени черноты системы экраны – подкат (ТСУ с кассетами теплоотражательных экранов, ТОЭ), или повышением температуры экранов за счет аккумулирования тепла кассетами при прохождении первых подкатов (ТСУ с кассетами теплоаккумулирующих экранов, ТАЭ). В ТСУ с кассетами ТАЭ с уменьшением толщины экранов заметно повышается эффективность экранирования подкатов при начальной стадии прокатки (из исходного <холодного> состояния экранов), однако снижение толщины экранов существенно уменьшает продолжительность их работы.
Основу ТСУ активного теплоэкранирования (АТЭ) составляет прохождение подката в процессе его движения от черновой к чистовой группе клетей через тоннельную печь, в которой к верхней поверхности подката подводится тепло.
Основу ТСУ с кассетами псевдоактивных экранов (ПАТАЭ) составляет прохождение подката под теплоаккумулирующими экранами (ТАЭ), рабочую поверхность которых (обращенную к подкату) активно нагревают до температуры, равной температуре верхней поверхности подката.
Вопросы снижения охлаждения нижней поверхности в указанных ТСУ рассмотрены ниже (отдельно).
1. Способы снижения охлаждения подката с его верхней поверхности.
Все известные ТСУ для снижения потерь тепла верхней поверхностью подката снабжены набором секций, установленных вдоль рольганга приводом перемещения секций (от гидроцилиндров) к/от рольганга.
Длину секций чаще принимают кратной шагу роликов рольганга, при этом с увеличением длины секций уменьшается величина их «подскакивания» при ударах по ним переднего конца движущегося по рольгангу подката, которое опасно для торца секции, следующей по ходу указанного движения подката. Однако с увеличением длины секции появляются сложности с оперативным их отводом от рольганга. Кроме того, с ростом длины секций появляется необходимость назначения в конструкции повышенных зазоров для компенсации тепловых удлинений. Для шага роликов рольганга 1200 мм (ШПС г.п. в России и в Украине) предпочтительна длина секций 2400 и 3600 мм. Нежелательна, но допускается эксплуатация ТСУ, снабженной секциями различной длины.
Ширина секций определена длиной бочки роликов рольганга, которую она превышает на 100 … 200 мм.
На секции с возможностью оперативной замены крепят кассеты с экранами, обеспечивающие реализацию отмеченных способов теплоэкранирования верхней поверхности подката. Высоту расположения рабочей поверхности экранов (обращенную к подкату) относительно подката по рекомендации фирмы Encomech в основном принимают равной 250 мм.
Кассеты, как уже отмечалось, могут быть с ТОЭ, ТАЭ и ПАТАЭ. В ТСУ с АТЭ кассета является секцией (о чем см. ниже).
ТСУ с кассетами ТОЭ. Безынерционность ТСУ с кассетами ТОЭ и низкая их стоимость являются важными достоинствами этого способа экранирования подката.
МИСиС в 1974-1975 гг. впервые в мировой практике осуществил теплоотражательное экранирование подкатов на промежуточном рольганге ШПС г.п. 1700 (Республика Казахстан). Секции ТСУ изготовили из плакированного алюминием дюралюминия, что не отвечало условиям эксплуатации оборудования в черной металлургии. В тоже время был отмечен положительный эффект экранирования.
В 2000 г. была создана секция ТСУ с 4-мя кассетами ТОЭ, поперечный разрез и фотография которой приведен на рис. 1 (пат. РФ 2 122 475. МКИ В21В 35/00). Теплоотражатели 1 были изготовлены из 2 мм листа малоуглеродистой стали, покрытого Al (рис. 1). По центру секции шел подпружиненный отбойник 2, покрытый Al. Боковые стенки 3 секции также были защищены Al. Толщина покрытия Al составляла порядка 0,25 мм, первоначальная степень его черноты находилась на уровне 0,2. Расстояние между уровнем роликов 4 и отбойником 2 составляло 250 мм. Предусмотрена возможность охлаждения теплоотражателей 1 сухим воздухом 5. Этим воздухом исключалось также осаждение пыли на верхнюю и нижнюю поверхности отражателей 1.
Приведенная на фотографии (рис. 1б) секция была установлена в начале ТСУ с кассетами ТАЭ (ролики 19 – 21 после клети R5) на ШПС г.п. 2000 ОАО «НЛМК», на несущих конструкциях этого ТСУ.

Рис. 1. Поперечный разрез (а; схема) и фотография (б) секции ТСУ с теплоотражательными экранами на промежуточном рольганге ШПС г.п. 2000.
В течение 4-х месяцев осуществляли измерение параметров работы секции. Установлено, что при непрерывном цикле работы стана имеет место разогрев отражателей 1 до 400 оС; подача воздуха 5 снижает этот уровень до 180 оС. При этом отбойник 2 нагревался до 350 оС без подачи воздуха и до 300 оС при подаче воздуха. Боковые стенки 3 при подаче воздуха и без него нагревались до 250 оС.
По эффективности сохранения тепла подкатом ТСУ с кассетами ТОЭ практически не уступают ТСУ с кассетами ТАЭ (см. ниже), в то же время требуют существенно меньших капитальных расходов. Однако в эксплуатации ТСУ с кассетами ТОЭ требуют дополнительных эксплуатационных затрат на замену теплоотражателей примерно через 6 месяцев их работы и восстановление степени черноты поверхностей отработавших экранов, которое осуществляют дробеструйной обработкой.
Безынерционность работы ТСУ с кассетами ТОЭ и возможность их установки на несущих конструкциях ТСУ с кассетами ТАЭ позволяют рекомендовать применение ТСУ с кассетами ТОЭ на участке промежуточного рольганга с пониженным временем теплового контакта подката с экранами (после клети R5).
ТСУ с кассетами ТАЭ. Эти ТСУ получили широкое применение для снижения охлаждения верхней поверхности подката на промежуточном рольганге многих ШПС г.п.
Наибольшее распространение в черной металлургии получила ТСУ с кассетами ТАЭ, разработанными фирмой Encomech (ЕР патенты от 27.04.78 ╧ 0 048 503. В21В 37/10 и ╧ 0 049 000. В21В 3/02). Фирмой Encomech эти кассеты были названы энкопанелями и это название прочно вошло в литературу. В последующем основную работу по распространению применения этой ТСУ выполнила фирма Davy McKee, результаты деятельности которой по освоению этой ТСУ приведены в работах [1-5 и др.]. Следует отметить высокий технический уровень исполнения конструкции привода перемещения секций ТСУ.
ТСУ с кассетами ТАЭ фирмы Davy McKee (рис. 2, а) были установлены в России на промежуточном рольганге ШПС г.п. 2000 ОАО «ММК». В последующем комбинат заменили их на кассеты, приведенные на рис. 2, б.

Рис. 2. Кассета – энкопанель (а), установленная на секциях ТСУ ШПС г.п. 2000 ОАО «ММК», кассета-энкопанель (б) конструкции ОАО «ММК».
В России на ШПС г.п. 2000 ОАО «НЛМК» (с 1996 г.), на ШПС г.п. 2000 ОАО «Северсталь» (с 2003 г.) и в Украине на ШПС г.п. 1700 ОАО «ММК им. Ильича» (с 2003 г.) успешно работают ТСУ с отечественными кассетами ТАЭ (РФ, патенты ╧ 1 519 799. В21В 1/26 от 29.02.1988 г. и ╧ 1 671 384. В21В 1/26 от 20.06.1989 г.). Анализ конструкции этих кассет и их возможностей сохранять тепло подкатов подробно изложен в работах [6, 7 и др.]. Рис. 3 (схема поперечного сечения кассеты) с фотографией, на которой подкат движется на зрителя, иллюстрируют эту ТСУ.
В отечественных конструкциях кассет (рис. 4а), во-первых, практически отсутствует теплопередача тепла в кассетах поперек направления движения подката, во-вторых, применены экраны толщиной 1,0 мм, в-третьих, существенно понижена передача тепла от экранов к другим элементам кассеты, в-четвертых, использован серийно производимый жаростойкий сплав, скорость окисления которого 0,08 мм в год при температуре 1200 ºС. Первые три положения существенно повысили интенсивность разогрева экранов, последнее – позволило эксплуатировать кассеты в течение 3…4 лет без замены. К тому же обращенная к подкату поверхность кассет обладает высокой жесткостью, позволяющей кассетам хорошо противостоять ударам подката.

Рис. 3. Поперечный разрез (а; схема) и фотография внешнего вида (б) ТСУ на промежуточном рольганге ШПС г.п. 2000. 1 – специальная труба из жаростойкого сплава; 2 – верхний уровень ролика рольганга; 3 - межроликовая плита; 4 - воздушная окалина; 5 мулитокремнеземистая вата (теплоизолятор); 6 – подкат; 7 – войлок мулитокремнеземистой ваты.
На рис. 4 на примере кассет ТСУ ШПС г.п. 2000 ОАО «НЛМК» показана возможность использования разработанной нами конструкции (патент РФ 2 395 356. В21В 1/26) на этом стане.

Рис. 4. Кассета ТСУ, разработанная взамен энкопанелей (рис. 3) для ШПС г.п. 2000 ОАО «ММК».
ТСУ с активным теплоэкранированием подката (АТЭ). Техническое решение разработано фирмой «Techint» (Италия) [8, 9] и включает активное воздействие на температуру движущегося подката путем подвода тепла к верхней его поверхности от газовых горелок. Газовые горелки располагают в однотипных секциях, снабженных приводом их перемещения к/от рольганга. По существу в процессе движения подката по промежуточному рольгангу его пропускают через тоннельную печь с верхними горелками. ТСУ с АТЭ установлены на заводах в Италии, Египте, Бельгии. В России ТСУ с АТЭ установлена на литейно-прокатном агрегате (ЛПА) 2000 в г. Выкса. Согласно проекту ЛПА 2000 г. Выкса ТСУ имеет протяженность 100 м, расходует в среднем 45000 ккал/(т подката), рассчитана на использование природного газа с теплотворной способностью 8000 ккал/нм3 ± 10 %. Подкат толщиной 20…45 мм движется по подогреваемому рольгангу со скоростью 0,33–4 м/с (передний конец) и 0,39–2 м/с (задний конец).
ТСУ с кассетами ПАТАЭ. В ТСУ с кассетами ПАТАЭ при известной температуре верхней поверхности подката (на ШПС г.п. согласно показаниям датчика температуры на выходе из последней черновой клети), поступающего под ТСУ, экранирующую поверхность экранов к моменту подхода подката разогревают до той же температуры. Таким образом (в идеале) сводят до нуля охлаждение подката сверху (пат. РФ 2 268.791, 2 275 975, 2 288 050, 2 329 106 В21В, 1/26 и др.).В кассете ПАТАЭ используют элементы теплоизолирования, примененные в кассетах ТАЭ.
Экранирующую поверхность нагревают пропусканием электрического тока по тонкому листу – экрану из отмеченного для ТАЭ жаростойкого сплава (рис. 5). Псевдоактивными экраны названы в связи с тем, что в ТСУ с кассетами ПАТАЭ подкат не подогревают активным воздействием на его температуру.

Рис. 5. Схема продольного и поперечного разрезов ТСУ с кассетами псевдоактивных экранов (ПАТАЭ). 1 – специальные трубы из жаростойкого сплава; 2 – ролики рольганга; 3 – межроликовые плиты; 4 – воздушная окалина; 5 – электро (тепло) изолятор; 6 – подкат; 7 – подвод электрического тока.
На лабораторной установке подтверждены высокие теплосохраняющие свойства применения кассет ПАТАЭ. Разработан, изготовлен и поставлен для стана горячей прокатки 560 завода «Серп и Молот» опытно-промышленный модуль. К сожалению, неустойчивое юридическое положение завода в г. Москве остановило работы по промышленному использованию ТСУ с кассетами ПАТАЭ.
2. Способы снижения охлаждения подката с его нижней поверхности.
В описанных теплосохраняющих установках с кассетами ТОЭ, ТАЭ и ПАТАЭ снижение потерь тепла подкатом с его нижней поверхности выполнено с помощью воздушной окалины в емкостях межроликовых плит рольганга (см. рис. 1, 3 и 6). При этом использовали известное положение, что «многоэкранная система может быть использована в качестве надежной тепловой защиты» [10]. Воздушная окалина в емкостях межроликовых плит полностью отвечает этому положению, тем более частицы окалины могут быть только плоским телом с весьма низкой массой.

Рис. 6. Фотография заднего конца подката, покинувшего со скоростью < 1 м/с последнюю секцию ТСУ с кассетами ТАЭ; расстояние между осями роликов 1200 мм.
В работе [7] приведены обобщения по применению воздушной окалины в качестве способа снижения охлаждения подката с его нижней поверхности. На рис. 7 показано охлаждение поверхности окалины после прохождения подката: 1 – вне экранирования сверху; 2 – под экранами.
Согласно полученным данным (рис. 7), после прохождения подката и отсутствия экранирования сверху температура нагретого поверхностного слоя окалины в течение примерно 2…3 с снижается примерно на 430 град. (кривые 1). Наличие экранов сверху замедляет охлаждение окалины (кривые 2). (Известно положение: «все, что быстро остывает, быстро нагревается»).
Отмеченные результаты явились основой для широкого применения воздушной окалины как практически безынерционного способа уменьшения охлаждения нижней поверхности подката в ТСУ с кассетами ТОЭ, ТАЭ и ПАТАЭ. При этом на примере ТСУ с кассетами ТАЭ установлено, что из 100 % благодаря ТСУ эффекта снижения охлаждения подката с верхней и нижней его поверхностей, указанное экранирование воздушной окалиной обеспечивает 50…60 %.
При нормальном ритме прокатки (τпауз ≈ 15…20 с) разогретая окалина существенно аккумулирует тепло, что усиливает эффект экранирования. На ШПС г.п. 2000 ОАО «НЛМК» рассмотренное экранирование воздушной окалиной применяют также за пределами ТСУ, что особенно эффективно на стороне рольганга, ближней после ТСУ к летучим ножницам (см. фотографии на рис. 3 и 6). Параметры межроликовой плиты с емкостями для воздушной окалины приведены на рис. 8, а.
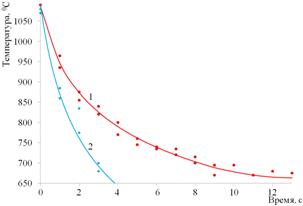
Рис. 7. Изменение температуры поверхностного слоя окалины в емкостях межроликовых плит. 1 – вне экранирования сверху; 2 – под экранами ТАЭ.
Очевидна низкая стоимость капитальных и особенно эксплуатационных расходов на реализацию применения воздушной окалины в качестве средства теплового экранирования нижней поверхности подката.
В ТСУ с кассетами ТАЭ (энкопанелями) фирмы Encomech (Davy McKee) экранирование подката с нижней его поверхности по существу выполнено по аналогии с экранированием верхней поверхности (т.е. с помощью энкопанелей; рис. 8,б). Естественно, такое экранирование, во-первых, требует бóльших капитальных вложений, во-вторых, увеличивает эксплуатационные расходы.


Рис. 8. Расположение межроликовой плиты (а) с емкостями для воздушной окалины и энкопанели (б) на промежуточном рольгангах ШПС г.п. с межроликовым расстоянием 1200 мм.
В ТСУ АТЭ фирмы Techint экранирование нижней поверхности подката выполнено с помощью керамических плит, расположение которых между роликами обеспечивает сход воздушной окалины под рольганг. Авторы не располагают сведениями об эффективности этого способа экранирования.
3. Тепловая и энергетическая эффективность рассмотренных ТСУ.
Оценку известных способов снижения охлаждения подката на промежуточном рольганге выполнили расчетным методом. При этом решение линейной задачи теплопроводности проводилось методом конечных разностей (метод сеток), с реализацией схемы Кранко-Николсона [11]. Построение разностной схемы осуществляли методом баланса в граничных условиях II рода. Полученная система разностных уравнений решалась методом прогонки. Сведéние трехмерной задачи теплопроводности к совокупности одномерных выполнялось методом расщепления. Результаты расчетов сопоставили с экспериментальными данными, полученными в лабораторных исследованиях ТСУ с кассетами ПАТАЭ. Получено хорошее совпадение рассчитанных и экспериментальных значений температур экранов и окалины и их изменений во времени.
Для максимального исключения влияния побочных эффектов на результаты анализа энергетической и тепловой эффективности рассмотренных способов экранирования, за основу приняли один и тот же непрерывный ШПС г.п. [ШПС г.п. 2000 ОАО «НЛМК», Россия, рассчитан на производство 6,1 млн. т/год горячекатаных полос толщиной 1,2…16 мм, шириной до 1800 мм при удельной массе рулонов до 20 т/(м ширины)]. На промежуточном рольганге стана установлена ТСУ с кассетами ТАЭ (см. рис. 9), при этом расстояние между верхней поверхностью экранов и верхним уровнем рольганга равно 250 мм, между нижней поверхностью подката и экранами 50 мм. Принимали, что именно также расположены сопоставляемые ТСУ. При этом рассматривали прокатку подката одной и той же толщины, ширины, массы и марки стали, покидающего последнюю черновую клеть R5 при одинаковых средней температуре и распределении температуры по толщине подката (рис. 12) и транспортируемого с одинаковыми скоростями по промежуточному рольгангу вплоть до первой клети чистовой группы F1. Для исключения влияния ускорения на температуру поступления подката в клеть F1 при различных способах экранирования подката принимали прокатку в чистовой группе клетей на постоянной скорости.

Рис. 9. Расположение ТСУ на промежуточном рольганге ШПС г.п. 2000 ОАО «НЛМК». 1 – последняя клеть черновой группы R5; 2 – первая клеть чистовой группы F1; 3 – окалиноломатель; 4 – летучие ножницы; 1 … 32 – секции ТСУ; 9750 мм и 17900 экранирование снизу воздушной окалиной до и после ТСУ; А – экранирование подката снизу посредством энкопанелей (рис. 10); Б – наибольшая протяженность экранирования подката снизу воздушной окалиной.
Сопоставление тепловой и энергетической эффективности рассмотренных ТСУ выполнили на примере прокатки сляба толщиной 250 мм, шириной 1250 мм и длиной 10400 мм с получением после черновой группы (клети R5) подката 32 мм для получения полос толщиной 1,5 мм и подката 34 мм – для полосы толщиной 3,0 мм. При этом за основу приняли работу ШПС г.п. 2000 ОАО «НЛМК» в 2007 г., когда слябы шириной 1200-1350 мм составляли 46,6 %, полосы толщиной менее 3,0 мм – 63,5 % и подкаты длиной свыше 55 м – 31,9 %. Принимали скорость прокатки в последней черновой клети R5 равной 3,2 м/с, скорость транспортирования проката по промрольгангу 5,0 м/с с последующим торможением перед летучими ножницами и началом прокатки в первой клети F1 чистовой группы подката толщиной 32 мм со скоростью 0,59 м/с и подката 34 мм со скоростью 0,88 м/с.
Анализировали передачу подкатов по промежуточному рольгангу (рис. 9):
1) без ТСУ; 2) ТСУ с кассетами ТОЭ, имеющими степень черноты ε = 0,3; 3) ТСУ с кассетами ТАЭ, когда экранирование подката с нижней поверхности (рис. 9) осуществляется также за пределами ТСУ (ниже обозначено ТАЭ – 1); 4) ТСУ с кассетами ТАЭ, когда экранирование подката с нижней поверхности осуществляется только на длине ТСУ (на длине А рис. 9; ниже обозначено ТАЭ – 2); 5) ТСУ с кассетами – энкопанелями фирмы Encomech [сверху подката – на рис. 2, с низу подката – энкопанелями на рис. 8, б (оба вида экранирования на участке А на рис. 9]; 6) ТСУ в виде тоннельной проходной печи Techint длиной 76800 мм; 7) ТСУ с кассетами ПАТАЭ сверху подката, когда экранирование подката с нижней поверхности подката осуществляется (рис. 9) также за пределами ТСУ (участок Б на рис. 9; ниже обозначено ПАТАЭ – 1) и 8) ТСУ с кассетами ПАТАЭ, когда экранирование подката с нижней поверхности осуществляется только на длине ТСУ (участок А на рис. 9).
Так как для ТСУ с кассетами ТОЭ и ТАЭ получали практически одинаковые данные, ниже представлены сведения о работе ТСУ с кассетами ТАЭ.
Тепловая эффективность работы ТСУ. При анализе тепловой эффективности сопоставляемых ТСУ наряду с анализом изменения температуры по толщине подката на всей его длине в процессе прохождения промрольганга, основное внимание уделили влиянию ТСУ на температурный режим начала прокатки в первой клети чистовой группы F1, как конечного результата влияния ТСУ на условия прокатки в чистовой группе клетей.
Уровень температуры подкатов в момент выхода из последней клети R5 черновой группы при анализе рассматриваемых ТСУ был одинаковым; распределение температуры по ширине и толщине заднего конца подкатов приведено на рис. 10.
В процессе оценки тепловой эффективности тоннельной печи Techint (ТСУ АТЭ) рассматривали различные значения теплового потока, подводимого к верхней поверхности подката. Получено, что при тепловом потоке порядка 60-90 кВт/м2 (эквивалентно коэффициенту теплоотдачи 250…300 Вт/(м2·К) и температуре в печи 1350 oС) подкат практически при постоянной температуре по его длине (исключение составляет передний конец подката длиной 18,9 м) поступает в первую клеть F1 чистовой группы (при принятом условии, что υF1 = Const).

Рис. 10. Распределение температуры по ширине и толщине (толщина 32 … 34 мм) подката после выхода из черновой группы (из клети R5). 1 – центральные слои подката; 2 – нижняя поверхность подката; 3 – верхняя поверхность подката; (А – на выходе из R5; Б – в момент входа в ТСУ).
Работу ТСУ с кассетами ПАТАЭ рассматривали в режиме «бегущая волна» (патент РФ ╧ 2268791 В21В; приоритет от 28.06.2004 г.): подача напряжения к кассетам секций ТСУ осуществляется в момент подхода подката под секцию и отключение напряжения – в момент выхода заднего конца подката из под секции. Отмеченный режим работы является наиболее предпочтительным в части затрат энергии. Получено, что при выбранных параметрах экранов (560 × 180 × 1,0 мм) ПАТАЭ из железоникелевого сплава с 44–46 % Ni подводимая мощность к секции ПАТАЭ (2000 × 2400 мм) составляет порядка 400 кВт и снижается до 176 кВт для поддержания температуры поверхности экранов, равной температуре подката.
Результаты расчетов влияния способов экранирования (типов ТСУ) на температурные условия прокатки в чистовой группе клетей приведены в таблице 1. Отметим также, что ТСУ с пассивными способами воздействия на температуру подката (энкопанели, ТСУ с кассетами ТАЭ – 1, ТАЭ – 2 и ТОЭ) достаточно эффективны для ШПС г.п. с семью чистовыми клетями, т.к., во-первых, существенно снижают температуру в первых трех чистовых клетях (F1…F3) при прокатке рулонов повышенной массы (особенно полос толщиной до 3,0 мм), во-вторых, за счет прокатки более массивных рулонов снижают применяемое в этой группе клетей ускорение без потери производительности стана, в-третьих, снижают уровень нагрева металла в печах.
Следует отметить, что тепловая эффективность пассивных способов воздействия на температуру подкатов на промежуточном рольганге ШПС г.п. достаточно подробно исследована во многих работах, в частности в [1–7]. Здесь только заметим весьма положительную роль экранирования нижней поверхности подката воздушной окалиной за пределами ТСУ (рис. 9). Отмеченное на фиг. 9 дополнительное экранирование воздушной окалиной повышает температуру подката, например, толщиной 34 мм на входе в F1 на 10 град. При этом основной вклад в это изменение значения температуры вносит указанное экранирование воздушной окалиной на участке ТСУ – летучие ножницы. Заметим, что опыт эксплуатации ТСУ ТАЭ – 1 на ШПС г.п. показывает, что применение экранирования нижней поверхности подката воздушной окалиной на участке ТСУ – летучие ножницы не влияет на процесс прохождения подкатом очага деформации клети F1.
Согласно данным табл. 1 ТСУ в виде проходной тоннельной печи (АТЭ) для подката толщиной 32 мм обеспечивает на 30 К выше температуру поступления подката в первую клеть F1 чистовой группы в сравнении с ТСУ ПАТАЭ – 1. Однако с увеличением толщины подката до 34 мм (и отмеченным изменением скоростных условий прокатки) эта разница снижается до 23 К. При этом оба типа ТСУ обеспечивают практически одинаковый температурный клин на длине подката в момент входа в чистовую клеть F1.
Таблица 1. Изменение температуры входа заднего конца подката в первую клеть F1 чистовой группы ШПС г.п. 2000 (рис. 11) в зависимости от типа ТСУ, установленной на промежуточном рольганге.
Тип ТСУ на рис. 11 | Толщина подката, мм | Способ воздействия на температуру подката | |||
32 | 34 | ||||
Повышение температуры на входе в F1, К | Температурный клин на входе в F1, К | Повышение температуры на входе в F1, К | Температурный клин на входе в F1, К | ||
Без ТСУ | - | 129 | - | 76 | - |
Энкопанели | 52 | 85 | 31 | 52 | Пассивный |
ТАЭ – 2 (ТОЭ – 2) | 66 | 70 | 45 | 38 | |
ТАЭ – 1 (ТОЭ – 1) | 80 | 57 | 55 | 29 | |
ПАТАЭ – 2 | 89 | 50 | 62 | 25 | Псевдоактивный |
ПАТАЭ – 1 | 104 | 36 | 72 | 15 | |
АТЭ | 134 | 34 | 95 | 19 | Активный |
Учитывая «сглаживающий» коэффициент чистовой группы клетей, равный для семиклетевой группы 5,25 для готовой полосы толщиной h = 1,2 мм, 4,5 для h = 1,5 мм и 2,75 для h = 3,0 мм [12], отмеченной разницей в температурах поступления подката в клеть F1 можно было бы также пренебречь, тем более в семиклетевой группе прокатку осуществляют с ускорением. Однако в любом случае эта разница в температурах проявится в перегрузках первых клетей чистовой группы, в продольной разнотолщинности готовых полос.
При одинаковом распределении исходной температуры по толщине подката на выходе из клети R5 (рис. 10) отмечается существенное различие в распределении температуры по длине и особенно толщине подката по мере прохождения им туннельной печи фирмы Techint (ТСУ АТЭ) и ТСУ с кассетами ПАТАЭ – 1 на промежуточном рольганге ШПС г.п. (рис. 11 и 12 соответственно) и поступления подката в первую клеть F1 чистовой группы.
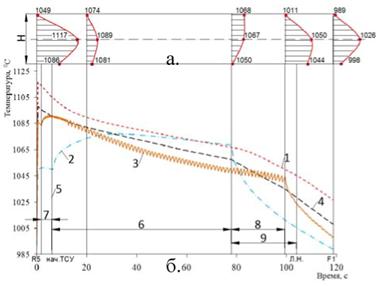
Рис. 11. Изменение температуры по толщине (а) и длине (б) заднего конца подката толщиной 34 мм после выхода его заднего конца из клети R5 с приведенным на рис. 12 распределением температуры по его ширине и толщине и прохождения по промежуточному рольгангу, оборудованному секциями с кассетами ПАТАЭ – 1, и поступления в первую чистовую клеть F1. 1 – центральные слои подката; 2 – верхняя поверхность подката; 3 – нижняя поверхность подката; 4 – среднемассовая по толщине температура подката. Обозначено (см. также рис. 11): 5 – начало ТСУ (после клети R5); 6 – протяженность ТСУ с кассетами ПАТАЭ; 7 – участок экранирования нижней поверхности подката воздушной окалиной до входа в ТСУ; 8 – участок экранирования нижней поверхности подката воздушной окалиной после выхода из ТСУ; 9 – расстояние между ТСУ и осью летучих ножниц; H – толщина подката (34 мм).
Для прохождения подкатом участка промежуточного рольганга, оборудованного ТСУ с кассетами ПАТАЭ – 1 (участок 6 на рис. 11), характерна существенная стабилизация распределения температуры по толщине подката, нарушение которой начинается после выхода подката из под ТСУ и особенно после окончания экранирования подката с нижней поверхности воздушной окалиной (участок 8 на рис. 11).
Прохождение подкатом тоннельной печи (7 на рис. 12) приводит к формированию существенного перепада температуры по толщине подката (до 62 град на выходе из печи), при этом отмеченное происходит из-за интенсивного подвода тепла к верхней поверхности подката, поднимающего температуру этой поверхности подката (среднюю в 1 мм – шаг принятой сетки расчета до 1130 oС). Имеется основание предполагать, во-первых, что верхняя поверхность подката разогревается еще выше, во-вторых, что указанный уровень разогрева подката для ряда прокатываемых на ШПС г.п. сталей (например, трубных) не желателен.

Рис. 12. Изменение температуры по толщине (а) и длине (б) подката толщиной 34 мм после выхода его заднего конца из клети R5 с приведенным на рис. 12 распределении температуры по его ширине и толщине и прохождения по промежуточному рольгангу, оборудованному секциями проходной тоннельной печи Techint (ТСУ АТЭ), и поступления в первую чистовую клеть F1. 1 – центральные слои подката; 2 – верхняя поверхность подката; 3 – нижняя поверхность подката; 4 - среднемассовая температура по толщине подката. Обозначено (см. также рис. 11): 5 – начало печи; 6 – конец печи; 7 – протяженность печи (76800 мм на рис. 11); 8 – расстояние между печью и летучими ножницами; H – толщина подката (34 мм).
Следует отметить, что ТСУ с кассетами ПАТАЭ – 1 и проходная тоннельная печь (ТСУ АТЭ) заметно (на 12–16 %) снижают температурный перепад по ширине подката, причем ТСУ АТЭ в бóльшей степени.
После выхода подката из под ТСУ АТЭ верхняя поверхность подката пропорционально четвертой степени температуры выхода подката из печи снижается (рис. 12) и на входе в первую чистовую клеть F1 распределение температуры по толщине подката существенно стабилизируется, при этом температура на его поверхностях составляет 1012…1015 oС и в центре 1045 oС (т.е. с перепадом по толщине подката на уровне 30 град.).
Заметим, что для подката, прошедшего ТСУ с кассетами ПАТАЭ – 1, картина распределения температуры по толщине подката на входе в клеть F1 практически аналогична (рис. 11), с перепадом по толщине подката на уровне 30 град., однако при этом средняя температура подката толщиной 34 мм на 23 град. ниже в сравнении с влиянием на температуру подката процесса прохождения тоннельной печи (см. табл. 1).
Энергетическая эффективность работы ТСУ. Энергопотребление ТСУ является важным показателем ее эффективности при реализации температурного режима прокатки в чистовой группе клетей (табл. 1).
С этой точки зрения ТСУ с пассивным воздействием на температуру подката в процессе прохождения ими ТСУ на промежуточном рольганге (энкопанели, ТСУ с кассетами ТАЭ – 1, ТАЭ – 2 и ТОЭ) не требует затрат энергии, не считая незначительных затрат на работу механизмов подъема/опускания секций ТСУ, которыми можно пренебречь. Характерным для этих ТСУ является относительно простая их конструкция.
Эксплуатация ТСУ с кассетами ПАТАЭ – 1 и ТСУ – АТЭ (туннельная печь фирмы Techint) связана с расходом электроэнергии (ПАТАЭ – 1) и природного газа (печь Techint) и конструктивно эти ТСУ более сложные. Согласно работе [13] резистивный электронагрев тонкостенных экранов, применённый в ПАТАЭ – 1, в сравнении с обогревом топливом однозначно приводит к меньшему расходу конечной энергии. Тем более, в ПАТАЭ – 1 по существу осуществляется сохранение тепла подкатом, а не его подогрев.
Согласно проектным данным фирмы Techint проходная туннельная печь на рольганге ЛПА – 2000 в г. Выкса (Россия) имеет протяженность ~ 100 м и при ее эксплуатации в среднем потребляется 45000 ккал/т с использованием природного газа, имеющего низшую теплотворную способность 8000 ккал/нм3 ± 10 %. К тому же, эксплуатация печи требует потребления электроэнергии 2070 ккал/т. Ниже, принимали в среднем расход энергии при работе проходной тоннельной печи Techint (ТСУ АТЭ) на одну тонну подката равным 152 МДж/т.
В целом для ТСУ с псевдоактивным способом воздействия на температуру подката на промежуточном рольганге характерно существенно меньшее потребление энергии, расходуемой в ТСУ, с увеличением скорости прокатки в чистовой группе клетей и ширины прокатываемой полосы и рост ее потребления с увеличением длины подкатов, поступающих из черновой группы клетей на промежуточный рольганг. Таким образом с точки зрения расходы энергии для этих ТСУ наиболее эффективна прокатка широких подкатов на повышенных скоростях.
Представленные в табл. 2 данные о расходе энергии в ТСУ на участке промежуточного рольганга ШПС г.п. 2000 свидетельствуют о многократно меньшем (4–7 раз) расходе энергии при применении ТСУ кассетами ПАТАЭ в сравнении с усредненными данными об использовании проходной тоннельной печи Techint (ТСУ АТЭ).
Таблица 2. Расход энергии на промежуточном рольганге ШПС г.п. 2000 (рис. 11) при активном (тоннельная печь) и псевдоактивном воздействии на температуру подкатов (задний конец).
Тип ТСУ на рис. 11 | Толщина подката, мм | |||||
32 | 34 | |||||
Повышение температуры входа в F1, ºС | Расход энергии в ТСУ, МДж/т | Расход энергии на один град. повышения температуры, МДж/т К | Повышение температуры входа в F1, ºС | Расход энергии в ТСУ, МДж/т | Расход энергии на один град. повышения температуры, МДж/т·К | |
ПАТАЭ – 2 | 89 | 24,9 | 0,28 | 62 | 19,2 | 0,31 |
ПАТАЭ – 1 | 104 | 24,9 | 0,24 | 72 | 19,2 | 0,27 |
АТЭ | 134 | 152 | 1,13 | 95 | 152 | 1,6 |
Рассчитанные данные о расходе энергии при применении ТСУ с кассетами ПАТАЭ – 1 на промежуточном рольганге ШПС г.п. 2000 на рис. 9 при выполнении годового (2007 г.) заказа, учитывающие потери на подачу электрического тока к экранам (принято 15 %), показывают, что в годовом исчислении расход энергии при использовании проходной тоннельной печи Techint (ТСУ АТЭ) в этом случае в 7,5 раз выше.
Выводы
1. Представлены теплосохраняющие установки (ТСУ), обеспечивающие снижение охлаждения подката на промежуточном рольганге ШПС г.п.. ТСУ разделены на пассивные (энкопанели, теплоаккумулирующие и теплоотражательные экраны) и активные (псевдоактивные и активные; к последним отнесена проходная тоннельная печь фирмы Techint).
2. При одинаковых условиях прокатки на ШПС г.п. к моменту входа подката в первую чистовую клеть проходная тоннельная печь в 1,3 раза эффективнее снижает охлаждение подката в сравнении с псевдоактивными экранами и в 1,7 раза – в сравнении с теплоаккумулирующими (и теплоотражательными) экранами. В свою очередь ТСУ с псевдоактивными экранами в 1,3 эффективнее снижает охлаждение подката в сравнении с теплоаккумулирующими (и теплоотражательными) экранами.
3. При решении одной и той же задачи снижения охлаждения подката на промежуточном рольганге использование пассивных экранов практически не требует расхода дополнительной энергии. Использование псевдоактивных и активных экранов требует существенного расхода энергии (электрической, природного газа). При одинаковых условиях прокатки расход энергии на выполнение годового заказа при применении проходной тоннельной печи может в 7,5 раз превышать расход энергии в сравнении с использованием псевдоактивных экранов, что необходимо учитывать при принятии решения о применении проходной тоннельной печи.
4. Прохождение подкатом тоннельной печи заканчивается формированием существенного перепада температуры по толщине подката со значениями на верхней поверхности подката, нежелательными для ряда прокатываемых сталей.
Прохождение подкатом ТСУ с кассетами псевдоактивных экранов заканчивается на выходе из ТСУ примерно в 2 раза меньшим перепадом температуры по толщине подката в сравнении с прохождением тоннельной печи.
В обоих случаях экранирования ко входу в очаг деформации первой чистовой клети F1 перепад температуры по толщине подката стабилизируется с примерно одинаковым превышением температуры в центре подката в сравнении с его поверхностями.
5. ТСУ с пассивным воздействием на температуру подката имеет достаточно простое конструктивное исполнение. Их применение технически и экономически оправданно на промежуточных рольгангах ШПС г.п. с семью чистовыми клетями, прокатка в которых осуществляется с ускорением.
ТСУ с активными (тоннельная печь) и псевдоактивными экранами обоснованно эксплуатировать на рольгангах, после прохождения которых прокатку осуществляют на постоянной скорости.
Библиографический список
1. Edwin A. Upton Heat retaining panel performance at a 56-in hot strip mill. // «Iron and Steel Engineer», 1989, ╧6 (June), p. 24 – 32.
2. «Improving hot mills with Encopanels» // «Steel Times», 1989, ╧7 (July), p. 385.
3. Hewitt E. Hot Strip Mill Developments. // «Iron and Steel Make», 1982, ╧9 (September), p. 17 – 24.
4. Laws W.R. Improved temperature distribution in a HSM using Heat shields. // «Steel Times», 1993, ╧6 (June), p. 249 … 250.
5. Hewitt E. Alternative strategies for the revamping of hot strip mills. // «Steel Times», 1995, ╧11 (November), p. 423 – 426.
6. Хлопонин В.Н., Белянский А.Д., Корышев А.Н. Разработка теплосохраняющих экранов для промежуточного рольганга стана горячей прокатки. // «Сталь», 1994, ╧ 5, с. 52 – 55.
7. Khloponin V., Lisin V.S., Skorohodov V.N. The application of heat – conservation shields for hot strip mills. // «Steel Times International», may 2001, vol 25, ╧03. P. 22 – 25.
8. Fantuzzi M., Filippi E., Venanzini A. «Employing an active tunnel furnace in an HSM» // «Steel Times International» February / March 2005, p. 20 – 21.
9. Delpature Y., Fantuzzi M., Filippi E. «Main Feature and Performance of the ATF Active Tunnel Furnace» // MPT International, 2005. p. 56 – 58.
10. Исаченко В.П., Осипова В.А., Сукомел А.С. Теплопередача, изд. 3‑е. М., «Энергия» 1975. 488 с.
11. Арутюнов В.А., Бухмиров В.В., Крупенников С.А. Математическое моделирование тепловой работы промышленных печей: Учеб. Для вузов. М.: Металлургия, 1990. стр. 239.
12. Койнов Т.А. О рациональных схемах горячей прокатки на широкополосовых станах.// «Сталь», 1976, ╧ 11, с. 1011 – 1016.
13. Деккер Э., Диккоп А. Сравнение потребления топлива и электроэнергии в производственных процессах. // Чёрные металлы, 1962, ╧5,с.6 – 12.
Публикации с ключевыми словами: энергия, температура, охлаждение, эффективность, широкополосовой стан горячей прокатки, экранирование, тепло-сохраняющая установка, пассивное, активное, проходная тоннельная печь, псевдоактивные экраны
Публикации со словами: энергия, температура, охлаждение, эффективность, широкополосовой стан горячей прокатки, экранирование, тепло-сохраняющая установка, пассивное, активное, проходная тоннельная печь, псевдоактивные экраны
Смотри также:
- 77-48211/441991 Исследование эффективности фотодинамического воздействиия на живые клетки при различных режимах светового облучения
- 77-30569/256283 Экспериментальное исследование характеристик теплообмена во внутренних каналах систем охлаждения турбомашин при использовании термохромных жидких кристаллов
- Коммерческие вузы по популярности догоняют и перегоняют государственные?
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||