научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 7, июль 2008
УДК 621.98.04
Петрушина М.М.
МГТУ им. Н.Э.Баумана
Кафедра «Технологии обработки давлением»
Научный руководитель: к.т.н., доц. Езжев А.С.
Объектом разработки является номенклатура профильных колец воздухоочистительного аппарата.
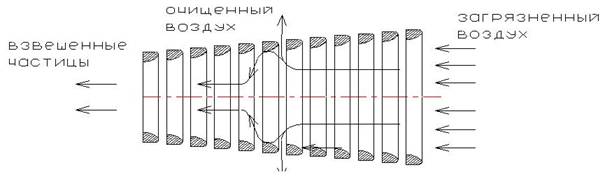
Рис.1. Схема воздухоочистительного аппарата.
Исходными данными для разработки являются чертеж детали, представленный на рис. 2, и номенклатура колец.

Рис. 2. Чертеж кольца
а – по существующей технологии б – по предложенной технологии
Табл.1. Номенклатура колец.
|
╧ |
D |
d |
|
╧ |
D |
d |
|
╧ |
D |
d |
|
1 |
230 |
200 |
11 |
170 |
140 |
21 |
110 |
80 |
||
|
2 |
224 |
194 |
12 |
164 |
134 |
22 |
104 |
74 |
||
|
3 |
218 |
188 |
13 |
158 |
128 |
23 |
98 |
68 |
||
|
4 |
212 |
182 |
14 |
152 |
122 |
24 |
92 |
62 |
||
|
5 |
206 |
176 |
15 |
146 |
116 |
25 |
86 |
56 |
||
|
6 |
200 |
170 |
16 |
140 |
110 |
26 |
80 |
50 |
||
|
7 |
194 |
164 |
17 |
134 |
104 |
27 |
74 |
44 |
||
|
8 |
188 |
158 |
18 |
128 |
98 |
28 |
68 |
38 |
||
|
9 |
182 |
152 |
19 |
122 |
92 |
29 |
62 |
32 |
||
|
10 |
176 |
146 |
20 |
116 |
86 |
Были рассмотрены несколько вариантов технологии, три из которых показаны на рис. 3. По старой технологии кольца изготавливаются сплошными методом механической обработки. Новая технология предусматривает изготовление полых колец методами листовой штамповки, что значительно экономит металл, снижает трудоемкость их изготовления и вес воздухоочистительного аппарата.

Рис. 3. Варианты технологии изготовления колец
а – вытяжкой – отбортовкой б – комбинированной вытяжкой
в – трехпереходной вытяжкой
По первому варианту производится штамповка из кольцевой заготовки совмещением операций вытяжки и отбортовки. Наружный стакан детали получается вытяжкой, внутренний (профильный) стакан получается отбортовкой. Этот вариант представляется оптимальным, поскольку готовая деталь штампуется за один ход пресса и требуется всего один штамп. После штамповки необходима механическая обработка детали по торцу для устранения разновысотности наружного и внутреннего стаканов.
По второму варианту деталь штампуется из круглой заготовки операцией комбинированной вытяжки наружного и внутреннего стаканов. Штамповка производится за один ход пресса и требует одного штампа. После штамповки необходима подторцовка наружного стакана и отрезка донышка внутреннего стакана. Донышко может быть использовано, как заготовка для других деталей. Недостатком этого варианта является перетяжка металла заготовки через пуансон малого радиуса (2,2 мм), что значительно повышает напряжения и может привести к разрушению заготовки.
Третий вариант – штамповка из круглой заготовки 2-х или 3-х переходной вытяжкой. Этот вариант устраняет отмеченный выше недостаток комбинированной вытяжки, так как перетяжка металла из наружного стакана во внутренний отсутствует, следовательно, напряжения будут меньшими. Однако по этому варианту требуется 2 или 3 штампа (по результатам расчетов), а после штамповки требуется торцовка и отрезка донышка.
Все предложенные варианты представляют собой различные комбинации процессов вытяжки и отбортовки, в связи, с чем необходимо рассмотреть основные аналитические зависимости для этих процессов.
Технологические параметры операции вытяжки.
Вытяжка – операция, с помощью которой из плоской листовой заготовки получают полые пространственные детали.
При вытяжке заготовка протягивается пуансоном через отверстие матрицы, в результате чего периметр заготовки уменьшается и плоская заготовка превращается в полое изделие или полуфабрикат (первый переход вытяжки), или же полый полуфабрикат получает дальнейшее уменьшение поперечных размеров при одновременном увеличении его высотных размеров (последующие переходы вытяжки). Величина допустимого формоизменения в каждом переходе вытяжки в значительной степени зависит от условий деформирования и обычно ограничивается разрушением заготовки в опасном сечении или потерей устойчивости заготовки в процессе деформирования. Потеря устойчивости приводит к появлению складок, морщин, искажающих форму заготовки и получаемого изделия, а иногда и к разрушению, когда образовавшиеся складки застревают в зазоре между пуансоном и матрицей.
Для определения количества переходов вытяжки используют сравнение коэффициентов вытяжки с рекомендуемыми значениями.
Коэффициент вытяжки: m=d/D………………………………………….. (1)
Степень вытяжки: K=D/d………………………………………………… (2)
где D-диаметр заготовки, d- диаметр стакана
Вытяжка цилиндрического стакана из плоской заготовки без дополнительной опоры может осуществляться лишь при определенных размерах фланца, обеспечивающих отсутствие потери устойчивости фланца под действием сжимающих напряжений σΘ, приводящих к складкообразованию. По данным Л.А.Шофмана, для первого перехода вытяжки в матрице с плоским рабочим торцем условие вытяжки без складок можно записать в следующем виде:
D – d ≤ (18…22) s…………………………………………………………...(3)
где s- толщина заготовки
Если же неравенство не выполняется, то возможно образование складок и вытяжку целесообразно вести с прижимом.
Наиболее опасным сечением при вытяжке является зона перехода от вертикальной стенки к донышку, где растягивающие напряжения sr достигают наибольших значений и в этом месте может произойти отрыв донышка от стенки.
Для нормального протекания процесса вытяжки необходимо, чтобы максимальное
растягивающее напряжение srmax, действующее в опасном сечении, не превышало
напряжения текучести материала ssу (с учетом упрочнения):
srmax<ssу
![]() …………………………….(4)
…………………………….(4)
![]() ..…………………………………………….(5)
..…………………………………………….(5)
где rм и rп - радиусы матрицы и пуансона соответственно,
μ – коэффициент трения
В процессе вытяжки толщина заготовки увеличивается от исходной S до Smax у края вытянутого стакана.
![]() ………………………………………………………...(6)
………………………………………………………...(6)
Расчетное значение силы вытяжки определяется формулой:
![]() ……………………………………………………(7)
……………………………………………………(7)
Технологические параметры операции отбортовки.
Отбортовка – операция получения горловины в плоской или пространственной заготовке путем вдавливания в отверстие матрицы части заготовки с предварительно пробитым отверстием. В процессе отбортовки очагом деформации является часть заготовки, противостоящая отверстию матрицы, причем в очаге деформации длина элементов в тангенциальном направлении увеличивается.

Рис. 4. Схема операции отбортовки.
С достаточной точностью можно считать, что при отбортовке в очаге деформации схема напряженного состояния близка к плоской схеме двухосного растяжения.
Степень формоизменения при отбортовке оценивается коэффициентом отбортовки:
 …………………………………………………(8)
…………………………………………………(8)
В процессе отбортовки происходит утонение заготовки в горловине. Толщина краевой части горловины определяется по формуле:
 …………………………………………………….(9)
…………………………………………………….(9)
Относительная (ε) и логарифмическая (δ) степени деформации на кромке горловины определяются формулами
 ……….(10) и
……….(10) и
![]() ………………..(11)
………………..(11)
Максимальная сила отбортовки:
 ……………………….(12)
……………………….(12)
По приведенным аналитическим зависимостям проведен расчет рассматриваемых вариантов, построены графики в зависимости от диаметра деталей.
Расчет параметров процесса вытяжки - отбортовки.
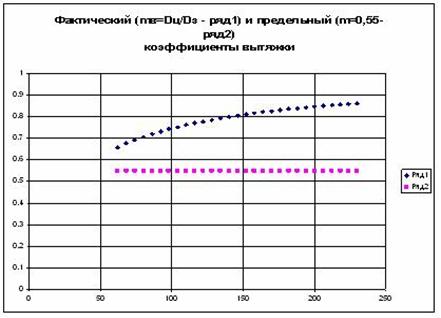
Рис.5. Графики коэффициентов вытяжки.

Рис.6. Графики напряжений при вытяжке.

Рис. 7. Графики коэффициентов отбортовки.
Операция вытяжки наружного стакана при этом варианте проходит для всех типоразмеров колец, как по коэффициенту вытяжки, так и по напряжениям.
Операция отбортовки внутреннего стакана при этом варианте проходит только до 23 типоразмера (D=98мм), т.к. на последующих типоразмерах 24 – 29 коэффициент отбортовки становится меньше рекомендуемого по справочной литературе.
Расчет параметров процесса комбинированной вытяжки.

Рис. 8. Графики напряжений при прямой вытяжке.
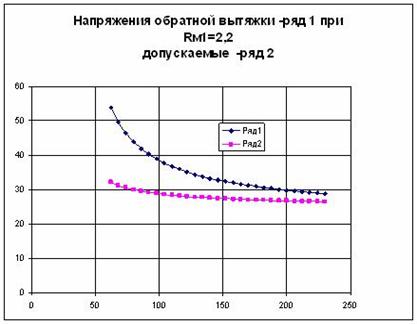
Рис. 9. Графики напряжений обратной вытяжки.
По коэффициентам вытяжки наружного и внутреннего стаканов данный вариант проходит для всех типоразмеров колец.
По напряжениям прямой вытяжки наружного стакана вариант проходит для всех типоразмеров колец.
По напряжениям обратной вытяжки вариант не проходит ни для одного из типоразмеров, т.к. они превышают допустимые значения.
В данном случае это объясняется тем, что при обратной вытяжке металл «перетягивается» через матрицу с очень малым радиусом (2,2 мм), соизмеримым с толщиной материала.
Расчет параметров процесса последовательной вытяжки.

Рис. 10. Графики напряжений при вытяжке внутреннего стакана.

Рис. 11. Графики напряжений при вытяжке внутреннего стакана.
Вариант 3-х переходной вытяжки по коэффициентам вытяжки проходит для всех типоразмеров колец, а по напряжениям проходит для 28 типоразмеров. Лимитирующим для 29 типоразмера являются напряжения на 2 переходе вытяжки внутреннего стакана.
Таким образом, вариант 3-х переходной вытяжки проходит для первых 28 типоразмеров колец.
Вариант 2-х переходной вытяжки приемлем только для первых 12 типоразмеров, т. к. для последующих типоразмеров напряжения 1-го перехода вытяжки превышают допустимые.
Для установления точной границы применимости вариантов «вытяжка – отбортовка» и «последовательная вытяжка» и для определения условий нормального формоизменения было выполнено математическое моделирование этих процессов. Моделирование проводилось в программе AutoForm. AutoForm - программа, позволяющая моделировать процессы листовой штамповки. Расчет в программе ведется методом конечных элементов. Она дает возможность наблюдать сам процесс штамповки и такие параметры, как технологическая сила, толщина материала, деформации, контактные напряжения, тензор напряжений и деформаций в любой момент времени. С ее помощью можно определить, где возможно появление складок, разрывов.
Моделирование процесса вытяжка – отбортовка.
При моделировании данного процесса было обнаружено, что вытяжкой – отбортовкой возможно изготовить первые 22 типоразмера колец. Большое значение имеет применение складкодержателя, поскольку деталь после вытяжки имеет большие складки, если не использовать прижим, но применение силового прижима приводит к «перетяжке» детали (наружная стенка детали значительно выше внутренней). Складкодержатель устанавливается с определенным зазором, в таком случае процесс протекает нормально.
Моделирование процесса вытяжка – отбортовка без использования складкодержателя.
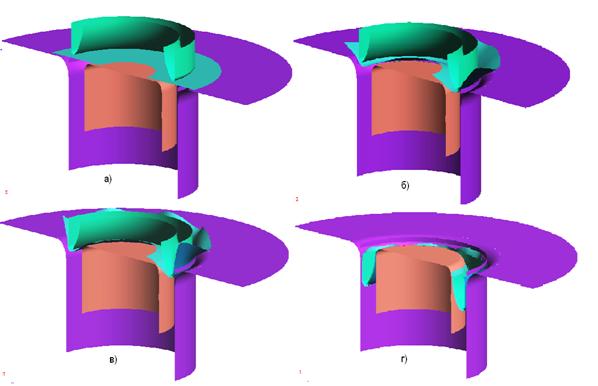
Рис. 12. Последовательные стадии процесса вытяжка – отбортовка.

Рис. 13. Деталь, полученная вытяжкой – отбортовкой без использования складкодержателя.
Имеют место значительные складки. Процесс протекает без опасности разрушения.
Моделирование процесса вытяжка – отбортовка с использованием складкодержателя, установленного с зазором 0,3 мм над поверхностью заготовки.
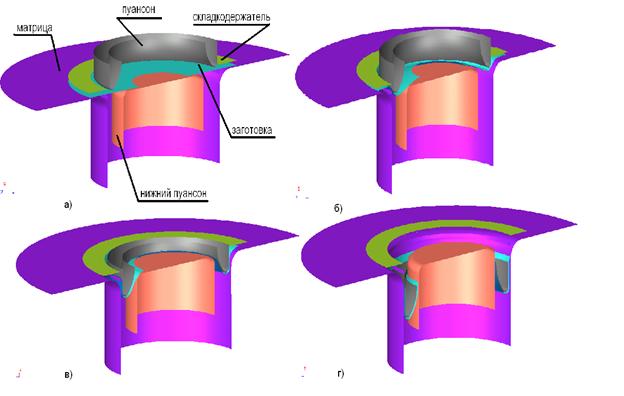
Рис. 14. Последовательные стадии процесса вытяжка – отбортовка.

Рис. 15. Деталь, полученная вытяжкой - отбортовкой с использованием складкодержателя.
Деталь полностью соответствует необходимой форме, опасности разрушения нет.

Рис. 16. Деталь, полученная с использованием силового прижима.
Наружная стенка детали значительно выше внутренней, произошла «перетяжка», следовательно, при применении силового прижима процесс становится нестабильным.
Моделирование процесса трехпереходная вытяжка.
Процесс трехпереходной вытяжки будет использоваться для деталей типоразмеров 22-29, поскольку для этих типоразмеров невозможно использовать вытяжку – отбортовку. Выполнение наименьшей детали вызывает сомнение, поэтому необходимо проверить это моделированием. Моделирование показало, что для наименьшей детали процесс трехпереходной вытяжки проходит без опасности разрушения с коэффициентами вытяжки на первом переходе 0.5, на втором переходе 0.66. Пи вытяжке на первом переходе необходимо использовать прижим.
На третьем переходе процесс условно «перевернут» для удобства моделирования.
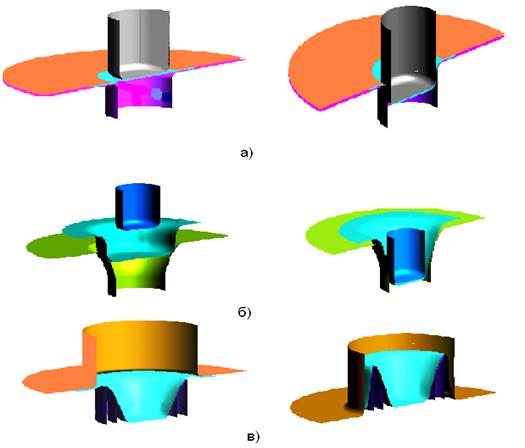
Рис. 17. Последовательные стадии процесса трехпереходная вытяжка
а – первый переход б – второй переход в – третий переход
По окончании процесса деталь имеет большие гофры, но они отрезаются вместе с донышком.

Рис. 18. Деталь, полученная трехпереходной вытяжкой.
Для проверки технологического процесса вытяжка - отбортовка была разработана технологическая оснастка, чертеж которой показан на рис. 19.

Рис. 19. Чертеж технологической оснастки.

Рис. 20. Технологическая оснастка.
Эксперимент проводился на гидравлическом прессе.

Рис. 21. Оснастка, установленная на прессе.
Эксперимент был проведен без применения складкодержателя и с применением складкодержателя.

Рис. 22. Экспериментальные образцы колец
а - без применения складкодержателя б – с применением складкодержателя
Без применения складкодержателя деталь имеет четкие следы от гофр.
Для рассмотренных технологических процессов разработаны производственные штампы.

Рис. 23. Чертеж штампа для вытяжки – отбортовки.
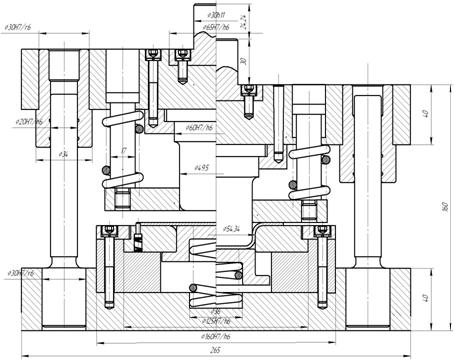
Рис. 24. Чертеж штампа для первого перехода трехпереходной вытяжки.
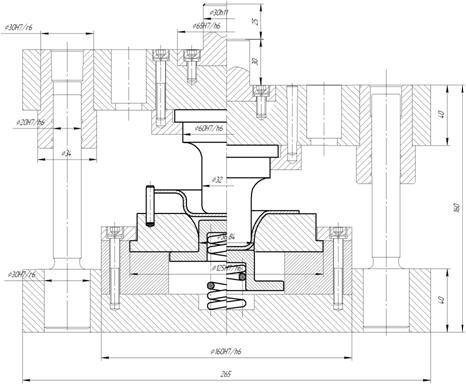
Рис. 25. Чертеж штампа для второго перехода трехпереходной вытяжки.
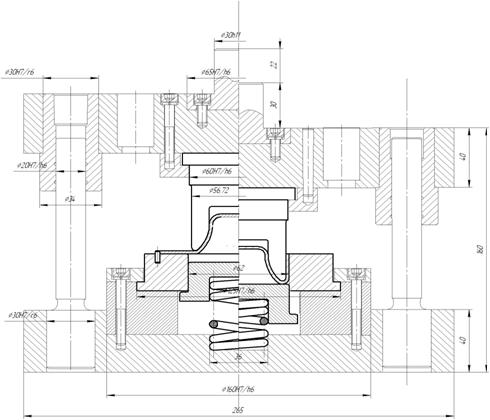
Рис. 26. Чертеж штампа для третьего перехода трехпереходной вытяжки.
На чертежах штампов для трехпереходной вытяжки тонкими линиями показаны унифицированные детали.
По проведенной работе можно сделать следующие выводы:
1. Разработаны несколько вариантов технологии штамповки колец.
2. Оптимальным вариантом технологии является комбинированный процесс вытяжки - отбортовки из кольцевой заготовки, как требующий минимальных затрат на технологическую оснастку.
3. Из заданной номенклатуры 29 типоразмеров колец вытяжкой - отбортовкой можно изготовлять только 22 типоразмера, что ограничено предельными деформациями отбортовки.
4. 7 типоразмеров более мелких колец можно изготовлять только трехпереходной вытяжкой, что значительно увеличивает общее количество штампов и снижает экономическую эффективность проекта в целом. Можно рекомендовать отказ от штамповки этой группы колец.
5. Процесс вытяжки – отбортовки следует проводить со складкодержателем, установленным с зазором 0,3 – 0,4 мм над поверхностью заготовки. Штамповка с силовым прижимом делает процесс нестабильным.
6. Эксперимент подтвердил правильность теоретического анализа и математического моделирования.
Литература:
1. Романовский В.П. Справочник по холодной штамповке.-6-е изд., перераб. и доп.- Л.: Машиностроение, Ленингр. отд-ние, 1979.- 520 с.
2. Попов Е.А., Ковалев В.Г., Шубин И.Н. Технология и автоматизация листовой штамповки: Учебник для вузов.- М.: Изд-во МГТУ им. Н.Э.Баумана, 2003, 480 с.
3. Ковка и штамповка: Справочник: В 4 т. Т. 4 Листовая штамповка/Под ред. А.Д. Матвеева; Ред. совет: Е.И. Семенов (пред.) и др.- М.: Машиностроение, 1985-1987.- 544с.
4. Дунаев П.Ф. Конструирование узлов и деталей машин: Учеб. пособие для студ. техн. спец. вузов / П.Ф. Дунаев, О.П. Леликов.-8-е изд., перераб. и доп.- М.: Издательский центр «Академия», 2004.-496 с.
Публикации с ключевыми словами: процесс штамповки
Публикации со словами: процесс штамповки
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||