научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
#3 март 2008
УДК 621.73.06
Д.т.н. Складчиков Е.Н., инж. Артюховская Т.Ю.
Особенностью разделительных операций, выполняемых на кривошипных и иных прессах является быстрый рост технологической силы в начале операции и практически мгновенное её исчезновение (срыв силы). Это является причиной интенсивного динамического процесса, при котором детали главного исполнительного механизма, главного привода и станины нагружаются знакопеременными силами и моментами. Шатун кривошипно-ползунного механизма при росте технологической силы подвергается сжатию, при этом нагружается его стержневая часть. После срыва технологической силы на шатун действует знакопеременная, медленно затухающая сила, причём эта сила в фазе растяжения (сила отдачи) соизмерима с силой в фазе сжатия. При растяжении шатуна нагружается не только стержневая её часть, но и элементы кривошипной головки. Последняя обладает значительно меньшей несущей способностью, чем стержневая часть и потому часто разрушается [1]. Это приводит к необходимости уменьшать фактическую силу нагружения кривошипных прессов против номинальной. Как указывается в [2] на прессах с номинальной силой PН < 2 МН максимальная сила вырубки не превосходит (0,80…0,85)PН, с номинальной силой PН=2-4 –(0,4…0,55)PН, с номинальной силой PН >4 МН – (0.35…0,45)PН. Загрузка пресса номинальной силой приводит к ухудшению точности штамповки, повышенному износу инструмента, сильным вибрациям и выходу прессов из строя.
Для определения путей уменьшения силы отдачи на шатуне было исследовано влияние основных параметров пресса на величину силы отдачи. Исследование выполнено для пресса К3040 с номинальной силой 10 МН, изготавливаемого на ЗАО ВЗТМП. Его схема показана на рис. 1.
Пресс содержит асинхронный двигатель 14; клиноремённую передачу 2; маховик 3; зубчатые передачи 4, 5, 6; две ветви главного исполнительного механизма, включающие подшипниковые опоры кривошипа 7 и 8, кривошипы в виде эксцентриков 9 и 10, шатуны 11 и 12 с кривошипными 13,14 и ползунными 15,16 головками, ползун 17 в направляющих 18 и 19; станину, включающую траверсу 20, стойки 21, стол 22; приводной вал 23, смонтированный в подшипниковых опорах 24 и 25; муфту включения 26 и тормоз 27. Пресс смонтирован на фундаменте 28.
Деформирование заготовки осуществляется в штампе, верхняя часть которого закреплена на ползуне 17, а нижняя – на столе 22, при двойном ходе ползуна. Ползун совершает ход при включении муфты 26 и останавливается в конце хода вверх тормозом 27.
Влияние основных параметров пресса на величину силы отдачи было выполнено путём математического моделирования в среде программного комплекса (ПК) анализа динамических систем ПА9 [3], адаптированного к области кузнечно-штамповочного оборудования. Адаптация выполнена разработкой математических моделей (ММ) типовых конструктивных элементов кузнечно-штамповочного оборудования и включением их в библиотеку ММ ПК ПА9 [4]. В числе прочих ММ была разработана и включена в библиотеку специализированная модель кривошипной головки шатуна, в которой учтены особенности её работы в составе кривошипного пресса: наличие ограниченной зоны прилегания к эксцентрику, наличие жёсткой зоны головки в месте перехода в тело шатуна [5].
|
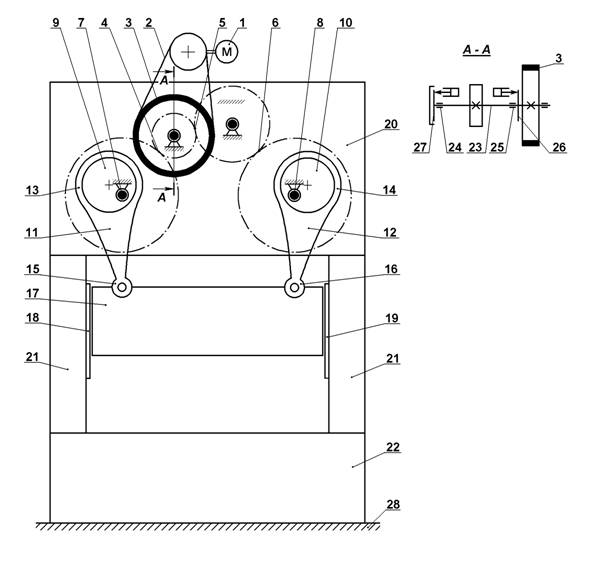
Рис. 1
Топология пресса К3040 показана на рис.2. В таблице 1 показано поэлементное соответствие пресса и модели.
Результаты моделирования в виде графиков перемещения ползуна, силы деформирования и силы на левом шатуне приведены на рис. 3. Согласно им при максимальной силе деформирования 7 МН сила отдачи составила 2,124 МН.
Рис. 2
Для исследования влияния параметров пресса на силу отдачи на шатуны было выполнено моделирование с варьированием масс ползуна, траверсы, стола; жесткости стоек станины и фундамента. Варьирование названных параметров назначалось в пределах ±20% от их значений для спроектирован-
ного образца пресса К3040. Результаты исследования приведены в таблицах 2-6.
Таблица 1
|
Номер элемента на схеме (рис.1) |
Элемент |
Обозначение элемента(ов) на топологии |
Имена при-влеченных моделей [3] |
|
- |
Источник питания |
V1 380 |
V |
|
1 |
Двигатель асинхронный |
ДВИГАТЕЛЬ |
DVA |
|
2 |
Клиноремённая передача |
КЛИНОРЕМЁННАЯ ПЕРЕДАЧА |
RP |
|
3 |
Маховик |
МАХОВИК 3160 |
M |
|
4 |
Зубчатая передача |
ЗУБЧАТАЯ ПЕРЕДАЧА 1 |
ZACPCN |
|
5 |
Зубчатая передача |
ЗУБЧАТАЯ ПЕРЕДАЧА 2 |
ZACPCN |
|
6 |
Зубчатая передача |
ЗУБЧАТАЯ ПЕРЕДАЧА 3 |
ZACPCN |
|
7 |
Подшипниковая опора кривошипа левая |
ОПОРА ЛЕВОГО КРИВОШИПА |
SHARN2 |
|
8 |
Подшипниковая опора кривошипа правая |
ОПОРА ПРАВОГО КРИВОШИПА |
SHARN2 |
|
9 |
Кривошип левый |
КРИВОШИП ЛЕВЫЙ |
BALKA2 |
|
10 |
Кривошип правый |
КРИВОШИП ПРАВЫЙ |
BALKA2 |
|
11 |
Шатун левый |
ШАТУН ЛЕВЫЙ |
BALKA2 |
|
12 |
Шатун правый |
ШАТУН ПРАВЫЙ |
BALKA2 |
|
13 |
Кривошипная головка левого шатуна |
Кривошипная головка левого шатуна |
SHARТ |
|
14 |
Кривошипная головка правого шатуна |
Кривошипная головка правого шатуна |
SHARТ |
|
15 |
Ползунная головка левого шатуна |
Ползунная головка левого шатуна |
SHARN2 |
|
16 |
Ползунная головка правого шатуна |
Ползунная головка правого шатуна |
SHARN2 |
|
17 |
Ползун |
ЛЕВ.ЧАСТЬ ПОЛЗУНА |
BALKA2 |
|
ПР.ЧАСТЬ ПОЛЗУНА |
BALKA2 |
||
|
18 |
Направляющая левая |
ЛЕВАЯ НАПРАВЛЯЮЩАЯ ПОЛЗУНА |
NPR |
|
19 |
Направляющая правая |
ПРАВАЯ НАПРАВЛЯЮЩАЯ ПОЛЗУНА |
NPR |
|
20 |
Траверса |
ТРАВЕРСА МТ |
М |
|
21 |
Стойки |
СТОЙКИ |
К |
|
22 |
Стол |
СТОЛ MS |
М |
|
|
|
Таблица 1 (продолжение) |
|
|
|
|
|
|
|
23 |
Вал приводной |
УЧАСТОК ВАЛА 1 |
FRVL |
|
УЧАСТОК ВАЛА 2 |
FRVL |
||
|
УЧАСТОК ВАЛА 3 |
FRVL |
||
|
24 |
Подшипниковая опора |
ОПОРА ВАЛА ЛЕВАЯ |
SHARN2 |
|
25 |
Подшипниковая опора |
ОПОРА ВАЛА ПРАВАЯ |
SHARN2 |
|
26 |
Муфта включения |
МУФТА |
MUFTA |
|
27 |
Тормоз |
ТОРМОЗ |
TORMOZ |
|
28 |
Фундамент |
ФУНДАМЕНТ |
К |

Рис. 3
Таблица 2. Влияние массы ползуна на силу отдачи на шатуне
|
Масса ползуна |
кг |
20000 |
22500 |
25000 |
27500 |
30000 |
|
% |
80 |
90 |
100 |
110 |
120 |
|
|
Сила отдачи |
Н |
2163241,5 |
2126022,5 |
2123907,7 |
2115759,5 |
2100142,2 |
Таблица 3. Влияние массы траверсы на силу отдачи на шатуне
|
Масса траверсы |
кг |
24000 |
27000 |
30000 |
33000 |
36000 |
|
% |
80 |
90 |
100 |
110 |
120 |
|
|
Сила отдачи |
Н |
2050974,5 |
2080418,5 |
2123907,7 |
2159940,0 |
2206777,5 |
Таблица 4. Влияние массы стола на силу отдачи на шатуне
|
Масса стола |
кг |
30400 |
34200 |
38000 |
41800 |
45600 |
|
% |
80 |
90 |
100 |
110 |
120 |
|
|
Сила отдачи |
Н |
2013061,2 |
2068680,8 |
2123907,7 |
2164683,0 |
2235587,5 |
Таблица 5. Влияние жёсткости стоек на силу отдачи на шатуне
|
Жёсткость стоек |
Н/м |
8×109 |
9×109 |
1010 |
1,1×1010 |
1,2×1010 |
|
% |
80 |
90 |
100 |
110 |
120 |
|
|
Сила отдачи |
Н |
2136674,2 |
2139987,5 |
2123907,7 |
2139161,7 |
2135352,5 |
Таблица 6. Влияние жёсткости фундамента на силу отдачи на шатуне
|
Жёсткость фундамента |
Н/м |
8×108 |
9×108 |
109 |
1,1×109 |
1,2×109 |
|
% |
80 |
90 |
100 |
110 |
120 |
|
|
Сила отдачи |
Н |
2200041,0 |
2139751,0 |
2123907,7 |
2082213,2 |
2062655,8 |
Согласно полученным данным основные параметры пресса влияют на силу отдачи:
- с уменьшением массы стола на 20% сила отдачи уменьшается в пределах 5,2%,
- с уменьшением массы траверсы на 20% сила отдачи уменьшается в пределах 3,4%,
- с увеличением массы ползуна на 20% сила отдачи уменьшается в пределах 1,1%,
- с увеличением жёсткости фундамента на 20% сила отдачи уменьшается в пределах 2,9%,
- с изменением жёсткости стоек сила отдачи практически не меняется.
Для изучения совокупного изменения названных параметров на силу отдачи была выполнена их оптимизация методом Нелдера-Мида (деформируемого многогранника). Начальная точка поиска - исходные значения параметров. Наименьшее значение силы отдачи - 1549507,8 Н, что на 27% ниже исходного. Оптимальные параметры и их относительные изменения оказались равными:
- масса стола 20542,4 кг, -45%;
- масса траверсы 24348,4 кг, -19%;
- масса ползуна 27405,0 кг, +9,6%;
- жёсткость фундамента 1,28×109 Н/м, +28%;
- жёсткость стоек 1,28×109 Н/м, +28%;
- жёсткость стоек 1,01×1010 Н/м, +1%.
Проведённые исследования показали, что существуют значительные резервы снижения силы отдачи на шатунах кривошипных прессов в условиях разделительных операций, расширения технологических возможностей кривошипных прессов и повышения их прочности и долговечности.
Литература:
1. Ланской Е.Н., Позняк Г.Г. Динамические процессы при разгрузке кривошипных прессов. Кузнечно-штамповочное производство, 1966 ╧11.
2. Живов Л.И. Динамические перегрузки и устойчивость вырубных прессов. Кузнечно-штамповочное производство, 1971 ╧6.
3. Живов Л.И., Овчинников А.Г., Складчиков Е.Н. Кузнечно-штамповочное оборудование. Учебник для вузов/Под ред. Л.И. Живова– М.: Изд-во МГТУ им. Н.Э. Баумана, 2006,-560 с.
4. Складчиков Е.Н., Уваров М.Ю. Моделирование кузнечно-штамповочного оборудования средствами программного комплекса анализа динамических систем ПА-7. –М.:МГТУ, 1993. –76 с.
5.
Артюховская Т.Ю., Складчиков Е.Н. Разработка математической модели кривошипной
головки шатуна пресса для разделительных операций. Кузнечно-штамповочное
производство, 2000 ╧11.
Публикации с ключевыми словами: математическое моделирование, кривошипный пресс
Публикации со словами: математическое моделирование, кривошипный пресс
Смотри также:
- Электромеханическая система включения фрикционной муфты кривошипного пресса
- Математическая модель перспективного испытательно-измерительного тренажерного стенда для освоения и оценки работоспособности специального оборудования быстроходных машин
- 77-48211/638257 О преподавании учебной дисциплины “Математическое моделирование”
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||