научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 12, декабрь 2013
DOI: 10.7463/1213.0670510
УДК 533.9.03+621.793
Россия, МГТУ им. Н.Э. Баумана
Разработка и внедрение новых прогрессивных технологий повышения коррозионной стойкости конструкционных материалов, работающих в условиях повышенной влажности и воздействия химически-агрессивных сред, является актуальной научной и технической задачей. К числу таких технологий, интенсивно развивающихся в последнее время в нашей стране и за рубежом, относятся плазменные технологии, в первую очередь, технологии плазменного напыления защитных покрытий [1, 2]. Другим, не менее перспективным, но не получившим пока широкого промышленного внедрения направлением развития плазменных антикоррозионных технологий может оказаться плазменная модификация физико-химических свойств поверхности, основанная на обработке конструкционных материалов высокоэнтальпийными импульсными плазменными потоками [3-5].
Суть такой обработки заключается в следующем. Воздействие высокоэнергетичной импульсной плазменной струи на металл приводит к локальному нестационарному разогреву поверхности. Характерное время воздействия составляет десятки и сотни микросекунд. В зависимости от параметров плазменного потока в поверхностном слое металла толщиной в несколько десятков микрон достигаются температуры, достаточные для фазовых структурных или агрегатных переходов. Последующее быстрое охлаждение металла приводит к фиксации ("замораживанию") новой фазовой структуры поверхностного слоя — образуются неравновесные состояния, характеризующиеся, как правило, аморфной (мелкокристаллической или стеклоподобной) структурой. Такие структуры должны придавать поверхности новые свойства - механические, физические и, в том числе, электрохимические или коррозионные.
Обработка поверхностей плазменными потоками может осуществляться в вакууме или в средах пониженного давления. Однако с практической точки зрения более перспективными являются атмосферные технологии, которые реализуются непосредственно в атмосферном воздухе или в среде контролируемого химического состава, но при атмосферном давлении.
Целью настоящей работы являлись исследования принципиальной возможности повышения коррозионной стойкости конструкционных углеродистых сталей обыкновенного качества при их обработке в атмосферном воздухе импульсными плазменными потоками.
Эксперименты проведены на установке, схема которой представлена на рис. 1. Для генерации плазменных потоков использовался импульсный плазмотрон на основе электромагнитного плазменного ускорителя эрозионного типа, работающего в режиме магнитогидродинамической компрессии потока плазмы или т.н. магнитоплазменный компрессор (МПК) [3, 6]. МПК представлял собой коаксиальную систему электродов, разделенных диэлектрической (фторопласт) втулкой. Диаметр наружного электрода (анода в первый полупериод тока) составлял 58 мм, внутреннего —30 мм, материал электродов — латунь.
Источником питания МПК являлся емкостной накопитель энергии, собранный из конденсаторов К-75-100 мкФ-3 кВ. Емкость накопителя и его зарядное напряжение могли варьироваться при различном (параллельном или последовательно-параллельном) соединении конденсаторов в батарее. Токоподвод к электродам МПК осуществлялся с помощью медных шин. Для инициирования разряда МПК в атмосферном воздухе использовался встроенный во внутренний электрод ускорителя игнайтер, разрядный объем которого соединялся с межэлектродным промежутком МПК с помощью четырех, установленных под углом 900 каналов. На игнайтер через импульсный трансформатор разряжалась дополнительная емкость. Образующаяся в результате импульсного разряда в игнайтере поджигная плазма истекала в виде четырех струй вдоль поверхности диэлектрика, разделяющего электроды МПК, что приводило к коммутации тока разряда основной батареи ускорителя.
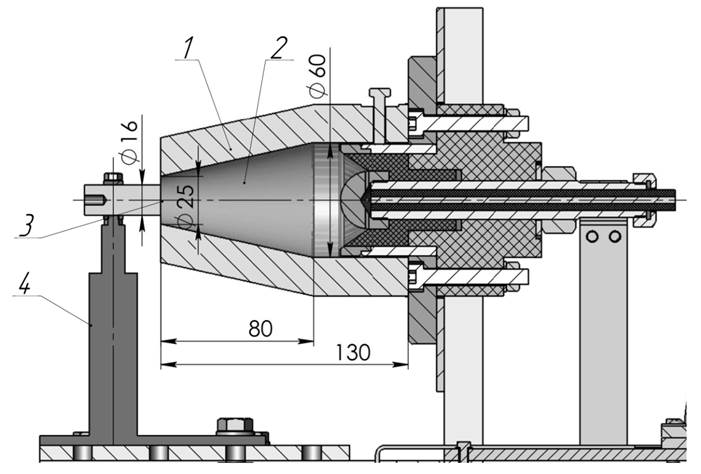
Рис. 1. Схема экспериментальной установки
1 – конический плазмонаправляющий насадок; 2 – плазменный поток; 3 - обрабатываемая поверхность образца-мишени; 4 - лабораторный штатив.
Ускорение плазмы в продольном направлении и радиальная компрессия плазменного потока в МПК осуществляется за счет пондеромоторных сил, возникающий при взаимодействии радиальной и осевой составляющих разрядного тока с собственным азимутальным магнитным полем [6].
В данной работе исследовано два режима работы экспериментальной установки: режим 1 с запасаемой электрической энергией W0 ≈ 4,6 кДж (емкость конденсаторной батареи С0=750 мкФ) и режим 2— с W0≈16,3 кДж и С0 = 3000 мкФ.
Первый режим — режим со сравнительно небольшой энергией разряда — использовался в основном для отработки лабораторных методик измерения и определения основных качественных и количественных характеристик протекающих физических процессов. Режим 2 являлся режимом максимального для данной установки уровня вкладываемых в разряд энергий, и поэтому поисковые исследования результативных технологических режимов импульсной плазменной обработки были начаты именно в этом режиме.
Электротехнические характеристики разряда МПК определялись с помощью пояса Роговского и частотно-скомпенсированных делителей напряжения. Последние подключались к конденсаторной батарее и к плазменной нагрузке (электродам МПК).
На рис. 2а представлены характерные осциллограммы производной тока и напряжения на МПК для режима 2, а на рис. 2б — временные зависимости разрядного тока и напряжения на конденсаторной батарее и плазменной нагрузке.
|
|
а | б |
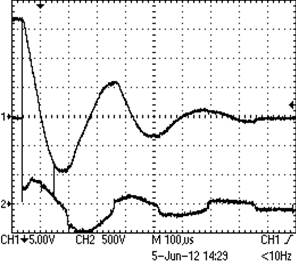
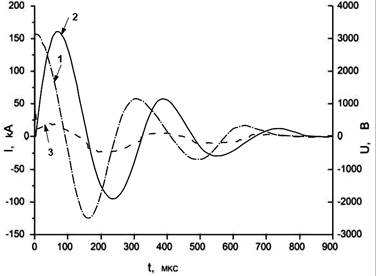
Рис. 2. Электротехнические параметры плазменной установки:
а − исходные сигналы с осциллографа производной тока (СН1) и напряжения на МПК (СН2), развертка – 100 мкс/дел.; б − обработанные сигналы: производная тока (1), ток (2) и напряжение на МПК (3).
Как следует из представленных данных, разрядный ток носит колебательный характер с достаточно сильным затуханием (логарифмический декремент затухания ~1). Максимум тока достигается на ~70 мкс разряда и составляет ~157 кА. Длительность первого полупериода тока — 158 мкс; суммарная индуктивность контура — 820 нГ. В первом полупериоде разряда в контуре выделяется 65% энергии, запасенной в конденсаторной батарее; эффективность передачи энергии в плазму составляет ~52%. Таким образом, в течение первого полупериода разряда в плазме рассеивается примерно 5,6 кДж электрической энергии. Пиковая электрическая мощность, вкладываемая плазму, определяется произведением максимального значения тока на напряжение на плазменной нагрузке в момент экстремума тока и, согласно измерениям, составляет ~70 МВт. Тогда характерное время энерговклада (по первому полупериоду) составит ~ 80 мкс, а с учетом последующих полупериодов – 125 мкс.
На рис. 3 приведена временная зависимость тока в разрядном контуре МПК с запасаемой энергией 4,6 кДж (режим 1). В этом режиме длительность первого полупериода тока — 78 мкс. Максимум тока достигается на ~36 мкс разряда и составляет 87 кА. В первом полупериоде разряда в плазме выделяется 1,8 кДж (почти в 3 раза меньше, чем в режиме 2), пиковая электрическая мощность, рассеиваемая в плазме, составляет ~45 МВт. Характерное время энерговклада ~ 65 мкс.

Рис. 3. Временные зависимости разрядного тока (I) и передней границы плазменного фронта (Х) струи МПК (режим 1)
Динамика развития разряда, размеры плазменного образования и скорости расширения плазменного потока исследовались с помощью скоростной цифровой видеокамеры «ВидеоСпринт» при скоростях съемки 50000 кадров/сек.
Обработка видеоматериалов (формат.avi) проводилась с использованием пакетов программного обеспечения VirtualDub-1.9.11 и Adobe Photoshop. В процессе обработки подбирался уровень контрастности, инвертировались цвета (для наглядности) и проводились измерения в относительной величине (пиксель), которые затем при помощи калибровочного коэффициента переводились в физическую величину (миллиметр).
На рис.4 представлены кадры скоростной видеосъемки расширения плазменной струи (режим 1).
Временная зависимость координаты переднего фронта плазменного потока, полученная при обработке скоростных видеокадров, приведена на рис. 3 (кривая X). Из представленных данных следует, что к моменту максимума мощности, вкладываемой в плазму (максимума тока ~36 мкс), передний фронт плазменной струи отходит от среза МПК на расстояние 75...80 мм, что соответствует средней скорости продольного расширения плазмы 2,1...2,2 км/с. Максимальная скорость фронта наблюдается в первые 20...30 мкс процесса и составляет ~3,3 км/с.
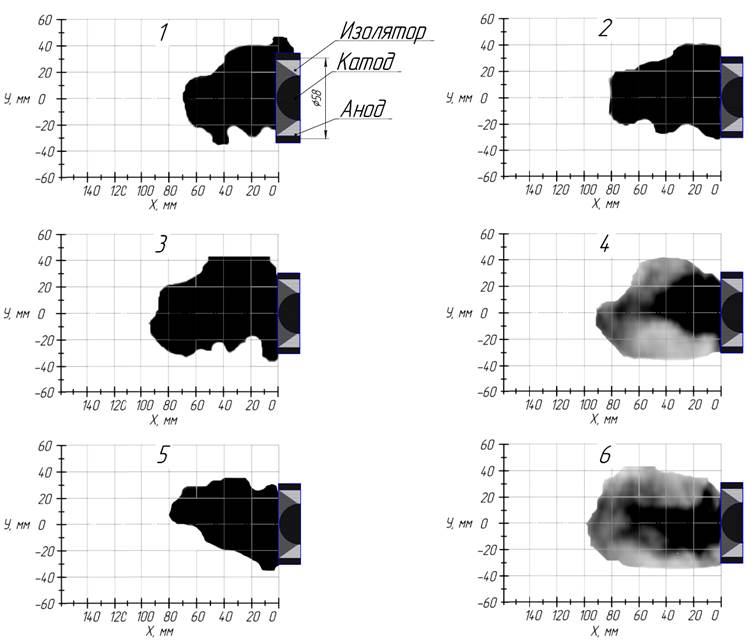
Рис. 4. Последовательные кадры скоростной видеосъемки процесса свободного расширения плазменной струи МПК в атмосферном воздухе.
Скорость съемки – 50 000 кадр/сек (кадровый период – 20 мкс); экспозиция кадра – 14мкс. Первый кадр соответствует моменту времени t=21±1 мкс.
Согласно имеющимся представлениям [6], передний фронт плазменной расширяющейся струи является контактной границей, разделяющей области ударно сжатого воздуха за фронтом воздушной ударной волны и ударно сжатой плазмы, образующейся при торможении высокоскоростного плазменного потока МПК в воздухе. Ударно сжатую плазму в этом случае можно рассматривать как поршень, движущийся в атмосферном воздухе со скоростью, равной скорости контактной границы Vс. Поскольку Vс больше скорости звука в воздухе (~0,33 км/с), перед плазменным поршнем возникает воздушная ударная волна (на скоростных кадрах ударная волна не визуализируется вследствие относительно низкой по сравнению с плазмой температурой (~3000…4500 К)). При этом на контактной границе плотность и температура испытывают скачок, а давление и скорость непрерывны. Это означает, что давление ударно сжатого воздуха за фронтом ударной волны равно давлению ударно сжатой плазмы, а скорости ударно сжатых воздуха и плазмы равны и равны скорости контактной границы. Отсюда можно определить давление, которое создает плазменный поток МПК:
где γg≈1,4 — показатель адиабаты ударно сжатого воздуха; ρ0=1,29 кг/м3— плотность атмосферного воздуха. При скоростях контактной границы Vс=2,1..2,2 км/с давление составляет 68...75 атмосфер. При максимальных скоростях (Vс=3,3 км/с) давление в ударно сжатой плазме достигает 160 атмосфер. Такого же порядка будет и скоростной напор плазменной струи МПК и давление, оказываемое плазмой на поверхность обрабатываемого материала.
В режиме 2 максимальная мощность, вкладываемая в плазму, примерно в 1,5 раза больше, чем в режиме 1, что отражается в газодинамических характеристиках плазменного потока — средняя скорость контактной границы за время нарастания мощности составляет ~3,3 км/с, а максимальная ~ 5,0 км/с. При этих скоростях величина давления плазмы достигает 160...390 атмосфер. Такой (весьма значительный) уровень давления должен оказывать существенное влияние на динамику и характер фазовых модификаций в поверхностном слое металла.
Следует, однако, отметить, что практически сразу после максимума тока скорость контактной границы резко падает (до ~0,2 км/с) (рис. 3) , что сопровождается еще бóльшим падением давления торможения (до нескольких атмосфер) в зоне взаимодействия плазменного потока с обрабатываемым материалом. Поэтому рассматриваемый метод модификации свойств поверхности должен быть очень чувствительным к правильному выбору расстояния от МПК до обрабатываемой детали.
Величина давления (как одного из термодинамических параметров плазмы) должна влиять на процессы импульсной плазменной обработки материалов. Однако определяющими физическими и технологическими параметрами являются, по-видимому, плотность теплового потока на обрабатываемую поверхность и время его действия. Эти параметры в совокупности определяют уровень достигаемых температур нагрева поверхности, а также глубину модифицированного слоя. Тепловой поток из плазмы на поверхность складывается из радиационного потока энергии и конвективного потока.
Теоретический расчет излучательных характеристик плазмы достаточно сложен и трудоемок, кроме того он требует точного знания химического состава плазмы и ее термодинамических характеристик - температуры и плотности, определение которых представляет собой самостоятельную и весьма нетривиальную задачу. Эти обстоятельства делают целесообразным при решении конкретной прикладной задачи экспериментальное изучение радиационных свойств. В связи с этим были проведены измерения излучательных характеристик ударно сжатой плазмы, создаваемой при разряде МПК в атмосферном воздухе.
Измерения выполнены с помощью калиброванного 4-х канального спектрально-диагностического комплекса «Спектр-01», разработанного в МГТУ им. Н.Э. Баумана [7]. Регистрировалось излучение ударно сжатой плазмы в сравнительно узких спектральных интервалах УФ, видимой и ближней ИК областях спектра с центрами на длинах волн 270, 430, 550 и 1000 нм. Выбор числа таких интервалов определяется условием достаточно надёжного перекрытия эмиссионного спектра исследуемого плазменного источника излучения. Регистрация излучения производилась с фронта плазменной струи на расстоянии ~10 метров от МПК. Методика обработки сигналов с фотоприемников заключалась в следующем.
По амплитудному значению сигнала с фотоприёмника ![]() определялась спектральная облучённость в плоскости входного зрачка приёмника
определялась спектральная облучённость в плоскости входного зрачка приёмника ![]() :
:
![]() ,
,
где ![]() - калибровочный коэффициент для соответствующего фотодатчика.
- калибровочный коэффициент для соответствующего фотодатчика.
По полученному значению спектральной облучённости ![]() и известному расстоянию до источника излучения
и известному расстоянию до источника излучения ![]() рассчитывалась спектральная сила излучения
рассчитывалась спектральная сила излучения ![]() :
:
![]() .
.
Зная площадь источника излучения в проекции, перпендикулярной направлению регистрации излучения ![]() , можно определить спектральную яркость источника
, можно определить спектральную яркость источника ![]() :
:
![]() .
.
Спектральной яркости источника ![]() соответствует яркостная температура излучения
соответствует яркостная температура излучения ![]() :
:
Фиксация площади излучения осуществлялась с помощью конического насадка на МПК длиной ~100 мм и выходным отверстием диаметром 25 мм (рис. 1). В каждом эксперименте производилась одновременная регистрация разрядного тока и излучения в 4-х спектральных интервалах. Характерные осциллограммы импульсов излучения в видимой и УФ областях спектра представлены на рис. 5.
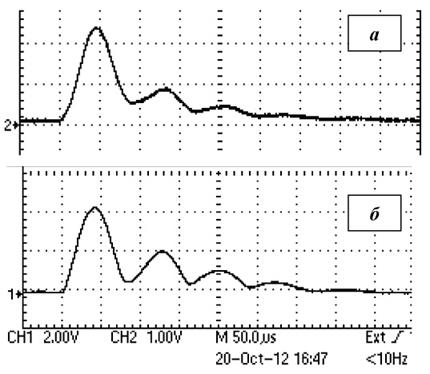
Рис. 5. Характерные осциллограммы импульсов излучения в видимой (а) и УФ (б) областях спектра (режим 1). Развертка – 50 мкс/дел.
Как можно видеть из представленных осциллограмм сигналов с фотодатчиков, максимум излучения во всех спектральных диапазонах достигается примерно на 40 мкс, что близко к максимуму разрядного тока (рис. 3, кривая I). Эффективная длительность импульсов излучения на полувысоте (определяется как частное от деления площади под кривой оптического сигнала к его максимальному значению) примерно соответствует эффективной длительности энерговклада (~65 мкс для режима 1). Амплитудные пульсации интенсивности излучения соответствуют колебаниям разрядного тока и связанной с ними временной динамике энерговклада.
На рис. 6 приведены результаты спектральных измерений в виде временных зависимостей яркостных температур излучения ударно сжатой плазмы. Видно, что яркостные температуры в различных спектральных интервалах достаточно близки друг к другу и составляют для режима 1 Тbr= 13000±1000 К. Близость значений яркостных температур для различных длин волн может указывать на соответствие эмиссионного спектра плазмы спектру абсолютно черного тела, что позволяет оценить уровень радиационных потоков с поверхности плазмы:
![]()
где σ=5,67.10-12 Вт/(см2град4) - постоянная Стефана-Больцмана.

Рис. 6. Яркостные температуры ударно-сжатой плазмы в режиме 1 в различных областях спектра: 1 — УФ (λ = 270 ± 20 нм); 2 — «синяя» (λ = 430 ± 50 нм); 3 — «зеленая» (λ = 555 ± 50 нм); 4 — ближняя ИК (λ = 1000 ± 70 нм)
При эффективных температурах излучения Тэфф≈Тbr= 13000±1000 К интегральные по спектру потоки излучения с единицы поверхности ударно сжатой плазмы составляют qrad≈ 160 ± 40 кВт/см2. С учетом эффективной длительности излучения τэфф~65 мкс плотность потока радиационной энергии составит ~10 Дж/см2.
В режиме 2 яркостные температуры составили ~ 15000 К, что соответствует радиационным потокам ~300 кВт/см2 и плотности энергии излучения ~ 40 Дж/см2 (τэфф~125 мкс).
Приведенные оценки потенциальных параметров энергетического воздействия на обрабатываемые материалы являются оценками снизу, так как не учитывают конвективную составляющую суммарного теплового потока. По приближенным оценкам вклад конвективного теплового потока в нагрев поверхности может составлять до 20% радиационного потока.
Проведем оценки технологических возможностей разработанной импульсной плазменной установки, а именно, оценим возможную глубину модифицированного поверхностного слоя и уровень максимальных достигаемых температур поверхности. Оценки выполним на основе теоретических представлений нестационарной теплопроводности [8]. Будем рассматривать одномерную задачу воздействия на плоскую поверхность П-образного импульса теплового потока с длительностью τ, равной эффективной длительности энерговклада в МПК разряд (эффективной длительности радиационных потоков ударно сжатой плазмы). В качестве конструкционного материала выберем углеродистую сталь марки Ст3 (теплофизические свойства не сильно легированных сталей достаточно близки). Для такой стали средний коэффициент теплопроводности в диапазоне температур 300...1200 К равен λ≈0,4 Вт/(см.К); коэффициент температуропроводности χ ≈0,1 см2/с.
Толщина зоны теплового воздействия (глубина проникновения тепловой волны в глубь тела) определяется выражением:
![]() ,
,
а максимальный скачок температуры поверхности:
![]() .
.
Оценки, выполненные с полученными выше значениями τ и qradдля различных режимов установки, дают
- для режима 1 δ1 ≈25 мкм и ΔТ1 ≈ 1100 К;
- для режима 2 δ2 ≈35 мкм и ΔТ2 ≈ 3000 К.
Таким образом, даже в сравнительно низкоэнергетичном режиме работы установки - режиме 1 - на поверхности обрабатываемой плазменным потоком стали достигаются температуры, превышающие характерные температуры структурно-фазовых превращений (990...1200 К); в режиме 2 расчетные температуры превышают температуры агрегатно-фазовых переходов (плавления, испарения). При этом глубина модифицированного слоя составляет несколько десятков микрон (20...40 мкм). Эти оценки указывают на достаточно широкий диапазон возможных вариаций режимными параметрами процесса импульсной плазменной модификации поверхностей конструкционных материалов, который можно реализовать на разработанной экспериментальной установке.
Экспериментальные исследования принципиальной возможности повышения коррозионной стойкости конструкционных материалов при их обработке импульсными плазменными потоками проведены на образцах углеродистой стали обыкновенного качества марки Ст3. Схема проведения процесса плазменной модификации поверхности показанана рис. 1. Цилиндрические образцы-мишени диаметром 16 мм закреплялись в лабораторном штативе, который фиксировался на технологическом столе с возможностью расположения образцов на различном расстоянии от среза МПК. На основновании полученных результатов по исследованию динамики излучения потока были выбраны три характерных расстояния, на которых проводилась обработка: 35 мм, 55 мм и 100 мм. Плазменному воздействию подвергалась торцевая поверхность образцов. Исходное качество поверхности определялось механической обработкой (резанием) металлического прутка. Поверхность образцов подвергалась, как правило, однократному (в отдельных случаях - пятикратному) воздействию высокоэнергетичной струи. Для повышения концентрации энергии на обрабатываемых образцах и снижения внешних акустических эффектов на аноде МПК устанавливался дополнительный конический насадок с выходным соплом диаметром 25 мм, выполненный из алюминиевого сплава АМГ. Эксперименты проведены при запасаемой в накопителе энергии Wo= 16,3 кДж (режим 2).
После плазменного воздействия, образцы очищались от сажи с помощью моющих средств и щетки и далее подвергались коррозионным испытаниям в 5%-ном растворе NaCl карусельным методом в течение 7-ми суток с периодичностью вынимания образцов каждые 5 часов и выдерживания на воздухе к течение 1 часа. Состояние образцов до и после начала испытаний фиксировались на фотокамеру высокого разрешения. Результаты коррозионных испытаний образцов стали Ст3 как исходных, так и прошедших плазменную обработку одним импульсом облучения представлены на рис. 7.
Как можно видеть из представленных фотографий, при обработке образцов, удаленных на расстояния 35 мм и 55 мм от среза МПК, происходит оплавление поверхности, и под воздействием давления ударно-сжатой плазмы расплавленный металл «растекается», что наглядно демонстрируется рельефной структурой поверхности; на поверхность частично напыляются продукты эрозии катода и соплового насадка (в основном алюминия, а также меди и цинка). Можно отметить потемнение поверхности, что, возможно, связано с внедрением в поверхность продуктов разложения фторопласта (углерода). При удалении образца на расстояние ~100 мм от среза МПК осуществляется режим обработки без изменения агрегатного состояния
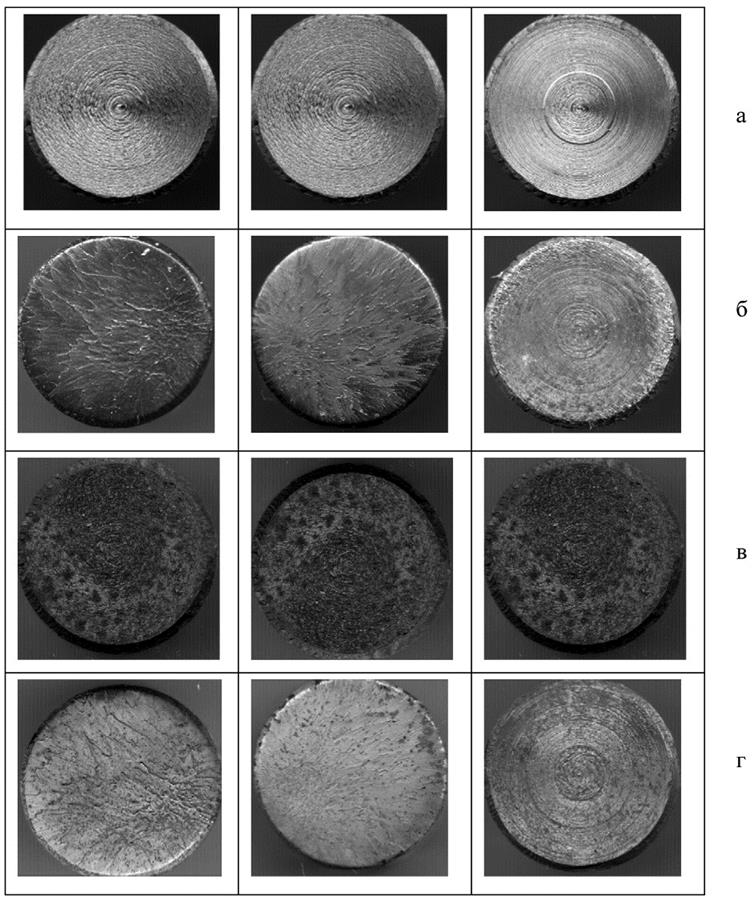
Рис. 7. Фотографии исследованных образцов стали Ст3.
а – исходные образцы; б – образцы после импульсной плазменной обработки (расстояние от МПК до торца образцов – 35 мм - левый ряд; 55 мм – средний ряд; 100 мм – правый ряд); в - исходные образцы после коррозионных испытаний; г – обработанные импульсной плазменной струей образцы после коррозионных испытаний.
поверхности (оплавления) - на поверхности образца в основном сохраняется первоначальный рельеф.
В процессе проведения коррозионных испытаний на вторые сутки на поверхности необработанных образцов наблюдалось активное образование ржавчины; образцы, прошедшие плазменную обработку, не изменяли внешнего вида. К окончанию испытаний (на седьмые сутки) по всей поверхности у необработанных образцов наблюдалось явное коррозионное повреждение. Торцевая поверхность образца, обработанного на расстоянии 35 мм от среза МПК, практически не подверглась коррозии; при обработке на дистанции 55 мм – на поверхности появляются отдельные очаги локального коррозионного поражения; в случае обработки образца с расстояния 100 мм – наблюдается ухудшение защитных свойств модифицированной поверхности, но и в этом случае антикоррозионные свойства поверхности существенно выше, чем у исходного (необработанного) образца.
Для микроструктурных исследований из обработанных образцов приготавливались микрошлифы, которые затем подвергались химическому травлению - сначала 4% раствором азотной кислоты в спирте (реактив Ржешотарского), а затем аммонием надсернокислым. Данные реактивы традиционно применяют для исследования структуры сталей.
На рис.8 приведена фотография микрошлифа с увеличением 400х. На фотографии отчётливо просматривается ферритная структура металла и диффузный слой, который представляет собой слой, модифицированный или образованный в результате плазменной обработки.
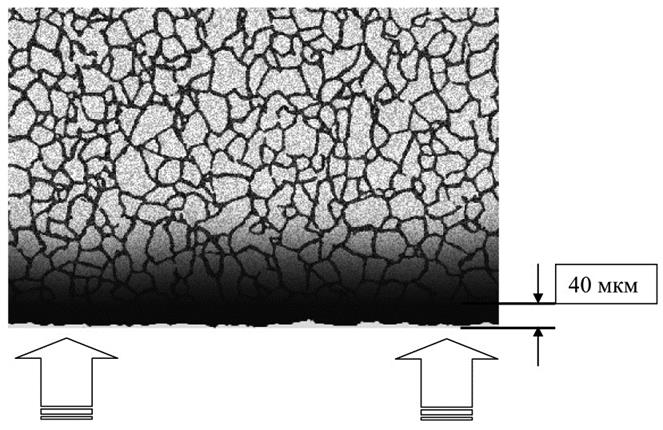
Рис. 8. Фотографии микрошлифов обработанной импульсным плазменным потоком поверхности стали Ст3. Увеличение 400x.
В этом слое могут присутствовать химические элементы, входящие в состав конического насадка (алюминий, медь, магний) и электродов МПК (медь, цинк, вольфрам). Их присутствие в поверхностном слое обработанного образца стали обусловлено эрозией конструктивных элементов импульсного технологического плазмотрона. Толщина модифицированного слоя растет с уменьшением расстояния от МПК до обрабатываемой детали и увеличением числа импульсов облучения. Применяемые для травления стали реактивы не выявляют фазовые структурные элементы этих металлов, и поэтому наблюдаемая на фотографиях диффузная окраска, отличная от цвета стали, может быть обусловлена продуктами химических реакций применяемых реактивов с указанными выше продуктами эрозионного износа плазмотрона. Этот вопрос требует более детального исследования.
Полученные на сегодняшний день экспериментальные результаты показывают выраженный эффект повышения коррозионной стойкости конструкционной стали Ст3 при ее обработке импульсными плазменными потоками. Однако сделать обоснованное заключение относительно механизмов проявления этого эффекта по имеющимся экспериментальным данным пока не представляется возможным. Можно выдвинуть две гипотезы, требующие в дальнейшем экспериментального подтверждения.
Первая гипотеза заключается в том, что при импульсном воздействии плазменным потоком в результате нагрева и последующего быстрого охлаждения (скорость охлаждения ~106 К/с и более) в поверхностном слое толщиной порядка 20...40 мкм происходит образование неравновесных фазово-структурных состояний металла, характеризующихся мелкой поликристаллической или стеклообразной структурой. Модифицированный слой имеет более однородную структуру и по химическому составу, близкую к структуре однородного твердого раствора. Как известно, обработка, ведущая к гомогенизации структуры, делает сплав более устойчивым против электрохимической коррозии. При этом повышается стойкость по отношению ко всем видам электрохимической коррозии - общей, питтинговой, межкристаллитной и др.
Вторая гипотеза связана с эффектами т.н. катодной защиты. Обрабатываемая поверхность легируется химическими элементами - продуктами эрозии, которые имеют более высокий отрицательный электрохимический потенциал, чем железо. В нашем случае такими химическими элементами могут являться магний, алюминий и цинк, которые входят в состав материалов конического насадка и электродов МПК.
Дальнейшие исследования должны выявить эффективные физические и электрохимические механизмы, обеспечивающие повышение коррозионной стойкости конструкционных материалов при их обработке высокоэнтальпийными импульсными плазменными потоками.
Заключение
В результате проведенных исследований разработан экспериментальный технологический плазмотрон на основе сильноточного импульсного разряда магнитоплазменного компрессора в атмосферном воздухе и определены основные энерго-мощностные, термодинамические и временные характеристики процессов воздействия импульсных плазменных потоков на конструкционные материалы - температура плазменного потока – 13000…15000 К; давление плазмы – 70…390 атмосфер, плотность радиационных потоков до 300кВт/см2; плотность энергии плазменного воздействия 10...40 Дж/см2; характерное время воздействия – 65…125 мкс.
Выполнены эксперименты по облучению импульсными плазменными потоками в различных режимах образцов из стали марки Ст3 и проведена оценка коррозионных свойств плазменно-модифицированных поверхностей. Методом ускоренных испытаний показано, что такая обработка приводит к существенному повышению коррозионной стойкости поверхностей конструкционных углеродистых сталей. Это указывает на перспективность дальнейшей разработки данной технологии.
Работа выполнена при частичной поддержке гранта Президента РФ ведущих научных школ № НШ-856.2012.8.
Список литературы
1. Соснин Н.А., Ермаков С.А., Тополянский П.А. Плазменные технологии. Сварка, нанесение покрытий, упрочнение. М.: Машиностроение, 2008. 406 с.
2. Тюрин Ю.Н., Жадкевич М.Л.. Киев: Наукова думка, 2008. 216 с.
3. Гришин Ю.М., Камруков А.С., Козлов Н.П., Панасенко К.Н., Чепегин Д.В., Шашковский С.Г. Радиационно-плазмодинамический метод поверхностного упрочнения сталей и сплавов // Плазменная техника и плазменные технологии: сб. науч. трудов / МГТУ им. Н.Э. Баумана. М.: НИЦ «Инженер», 2003. 193 с.
4. Погребняк А.Д., Тюрин Ю.Н. Модификация свойств материалов и осаждение покрытий с помощью плазменных струй // Успехи физических наук. 2005. Т. 175, № 5. С. 515-543.
5. Nikolchuk I.S., Chumakov A.N., Kuznechik O.O., Minko D.V. Pulsed Plasma Surface Treatment of Constructional Steel in the Air // VII International Conference «Plasma Physics and Plasma Technology»: contributed papers. Minsk, Belarus, 2012. P. 438-441.
6. Камруков А.С., Козлов Н.П., Протасов Ю.С. Плазмодинамические источники излучения высокой спектральной яркости и генераторы сильных ударных волн // Радиационная плазмодинамика: материалы 1 Всесоюзного симпозиума по радиационной плазмодинамике. М.: Энергоатомиздат, 1991. С. 10-156.
7. Архипов В.П., Архипов С.Г., Жарников М.Н., Камруков А.С., Плюснин А.В., Семенов К.А., Хаджиева Я.Я., Яловик М.С. Автоматизированный измерительно-диагностический комплекс «Спектр» // Сб. научных трудов VI Межгос. симп. по радиационной плазмодинамике («РПД-2003»). М.: НИЦ «Инженер», 2003. С. 202-203.
8. Григорьев Б.А. Импульсный нагрев излучениями. Т. 2. М.: Наука, 1974. 727 с.
Публикации с ключевыми словами: обработка поверхности, коррозионная стойкость, импульсный плазменный поток, конструкционная сталь
Публикации со словами: обработка поверхности, коррозионная стойкость, импульсный плазменный поток, конструкционная сталь
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||