научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 11, ноябрь 2013
DOI: 10.7463/1113.0636247
УДК: 621.7.043
Россия, МГТУ им. Н.Э. Баумана
Введение
В современной технике существует обширный класс деталей, имеющих форму конуса с раструбом (рисунок 1).

Рисунок 1- Деталь с раструбом
Штамповка таких деталей из круглой заготовки вытяжкой [1, 2] достаточно широко применяется в промышленности. Для получения детали с большим коэффициентом формоизменения вытяжкой необходимо применять несколько переходов, что требует большого количества штамповой оснастки.
Объединение (совмещение) операций вытяжки, обжима и раздачи в одном технологическом переходе позволяет существенно интенсифицировать процесс формоизменения и, следовательно, повысить производительность труда и уменьшить количество штамповой оснастки [3, 4, 5]. При этом отсутствие знаний о влиянии тех или иных технологических факторов на конечное формоизменение сдерживает внедрение этого прогрессивного технологического процесса [6].
Совмещение трех операций в одном технологическом переходе предопределяет наличие сложного очага пластической деформации. Практически он распадается на три зоны с разными напряженно-деформированными состояниями (смотри стадии совмещенной операции вытяжки с обжимом и раздачей на рисунке 2). Исследование указанного очага пластической деформации аналитическими методами весьма затруднительно. Поэтому в качестве инструмента анализа был выбран метод математического моделирования в программе комплексе AutoForm.
Цель работы состояла в оценке влияния коэффициента трения и коэффициента раздачи на процесс деформирования детали с раструбом при применении совмещенной операции вытяжки с обжимом и раздачей.
Научная новизна состоит в выявленных закономерностях процесса пластического деформирования заготовки при использовании совмещенной операции вытяжки с обжимом и раздачей.

Рисунок 2- Стадии совмещенной операции вытяжки с обжимом и раздачей
Методы исследования
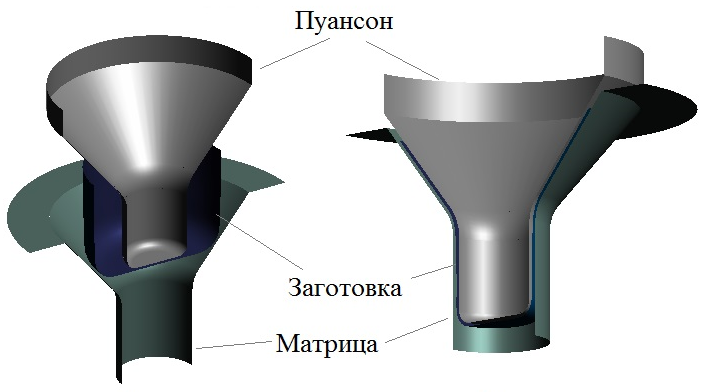
Исследование совмещенной операции вытяжки с обжимом и раздачей проведено с использованием специализированной программы для моделирования процессов листовой штамповки AutoForm. Расчетная модель совмещенной операции представлена на рисунке 3. При построении математической модели в AutoForm инструменты были приняты абсолютно жесткими, скорость деформирования постоянной.
а) б)
Рисунок 3- Расчетная модель совмещенной операции
а– начальное положение б– конечное положение
Результаты моделирования
При моделировании коэффициент трения варьировали на тех уровнях ![]() , а коэффициент раздачи на двух
, а коэффициент раздачи на двух ![]() . При этом коэффициент раздачи варьировали за счет изменения высоты стаканчика, полученного на первом переходе.
. При этом коэффициент раздачи варьировали за счет изменения высоты стаканчика, полученного на первом переходе.
Моделирование показало (рисунки 4, 5), что с увеличением коэффициента трения толщина раструба в зоне перехода от вертикальной части раструба к донышку (зона опасного сечения) интенсивно уменьшается. Аналогичное влияние на толщину раструба оказывает и уменьшение коэффициента раздачи.

Рисунок 4. Влияние трения на изменение толщины стенки заготовкипри ![]()
R- расстояния от центра заготовки (мм)
Из рисунка 4 следует что, максимальное утонение ![]() (
(![]() ) в зоне опасного сечения при
) в зоне опасного сечения при ![]() составило 16% от исходной толщины заготовки, 20% при
составило 16% от исходной толщины заготовки, 20% при ![]() , и 29% при
, и 29% при ![]() .
.

Рисунок 5. Изменение толщины стенки заготовки относительно расстояния от центра заготовки при ![]() :
:
R- расстояния от центра заготовки (мм)
Из рисунка 5 следует что, максимальное утонение ![]() (
(![]()
![]() ) в зоне опасного сечения при
) в зоне опасного сечения при ![]() составило 12% от исходной толщины заготовки, 15% при
составило 12% от исходной толщины заготовки, 15% при ![]() , и 21% при
, и 21% при ![]() .
.
На рисунках 4 и 5 показано, что при ![]() с увеличением коэффициента раздачи от
с увеличением коэффициента раздачи от ![]() до
до ![]() утонение в зоне опасного сечения уменьшается на 4,7%, при
утонение в зоне опасного сечения уменьшается на 4,7%, при ![]() уменьшается на 6,3% и при
уменьшается на 6,3% и при ![]() уменьшается на 11,3%. Такое влияние коэффициента раздачи можно объяснить увеличением сжимающих меридиональных напряжений, препятствующих утонению стенки.
уменьшается на 11,3%. Такое влияние коэффициента раздачи можно объяснить увеличением сжимающих меридиональных напряжений, препятствующих утонению стенки.
Из анализа рисунков 4 и 5 следует, что при ![]() и при коэффициенте раздачи
и при коэффициенте раздачи ![]() максимальная толщина на крае раструба на 20,8% больше, чем толщина исходной круглой заготовки. При
максимальная толщина на крае раструба на 20,8% больше, чем толщина исходной круглой заготовки. При ![]() и при коэффициенте раздачи
и при коэффициенте раздачи ![]() максимальная толщина на крае раструба на 23,3% больше чем толщина исходной круглой заготовки.
максимальная толщина на крае раструба на 23,3% больше чем толщина исходной круглой заготовки.
Графики изменения силы деформирования по ходу пуансона, полученные в результате моделирования представлены на рисунке 6.


Рисунок 6. Изменение силы деформирования по ходу пуансона
а)– α=40°-h=14мм-Кр1=1,33; б)– α=40°-h=14мм-Кр2=1,38
Согласно рисунка 6, с увеличением коэффициента трения от ![]() до
до ![]() сила деформирование увеличивается на 28%. При этом с увеличением коэффициента раздачи от
сила деформирование увеличивается на 28%. При этом с увеличением коэффициента раздачи от ![]() до
до ![]() сила деформирование увеличивается 8,6%.
сила деформирование увеличивается 8,6%.
Выводы
1) С увеличением силы трения толщина стенки в зоне перехода от цилиндрической части раструба к донышку уменьшается, а сила деформирование увеличивается.
2) За счет увеличения коэффициента раздачи, при минимальном коэффициенте трения можно получить деталь с раструбом с большим коэффициентом формоизменения и с минимальным утонением в зоне перехода от вертикальной части к донышку.
Список литературы
1. Романовский В.П. Справочник по холодной штамповке. 6-е изд., перераб. и доп. Л.: Машиностроение. Ленингр. отделение, 1979. 520 с.
2. Ильин Л.Н., Семенов И.Е. Технология листовой штамповки. М.: Дрофа, 2009. 475 с.
3. Петрушина М.М., Евсюков С.А. Разработка технологического процесса штамповки профильных колец с двойными стенками методом совмещения вытяжки и отбортовки // Заготовительные производства в машиностроении. 2012. № 8. С. 22-25.
4. Петрушина М.М., Евсюков С.А., Езжев А.С. Исследование стабильности совмещенного процесса вытяжки и отбортовки при штамповке колец с двойными стенками // Известия высших учебных заведений. Машиностроение. 2012. № 9. С. 51-57.
5. Петрушина М.М., Евсюков С.А. Исследование стабильности совмещенного процесса вытяжки и встречной отбортовки при штамповке колец с двойными стенками // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон. журн. 2013. № 3. DOI: 10.7463/0313.0541172
6. Евсюков С.А. Анализ и классификация технологических факторов и процессов листовой штамповки // Вестник машиностроения. 1994. № 11. С. 43-46.
Публикации с ключевыми словами: вытяжка, обжим, совмещенная операция
Публикации со словами: вытяжка, обжим, совмещенная операция
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||