научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 10, октябрь 2013
DOI: 10.7463/1013.0631684
УДК 621.791
Россия, МГТУ им. Н.Э. Баумана
Введение
Одной из особенностей процесса автоматической сварки в защитных газах является высокая чувствительность качества сварного соединения к подготовке и обработке кромок перед сваркой. Требования по точности сборки и обработки деталей регламентируются стандартами, отраслевыми инструкциями и прочими нормативными документами [1, 2].
Сварка трубопроводов – основной и наиболее ответственный этап в технологическом процессе строительства трубопроводов, определяющий надёжность всей трубопроводной системы в период эксплуатации. Технологии сварки в трубопроводном строительстве непрерывно совершенствуются. В результате автоматизации сварочных процессов повысились производительность труда, темпы сварочных работ и качество сварных соединений.
Высокие требования к точности сборки деталей и к их обработке перед автоматической сваркой трубопроводов являются особенно принципиальными. Это обусловлено тем, что сварочный автомат не обладает способностью к анализу процесса и адаптации к неточностям сборки. Поэтому главным достоинством ручной и механизированной дуговой сварки являются более низкие требования к сборке, так как сварщик полностью управляет формированием шва в соответствии со своими наблюдениями за поведением сварочной ванны.
В таблице 1 представлены сравнительная характеристика требований к разделке кромок труб и точности сборки, которые задаются производителями сварочного оборудования для автоматической сварки стыков трубопроводов [1, 2].
Таблица 1 - Требования к точности сборки и обработке кромок труб перед автоматической сваркой
Автомат | Род тока | Способ сварки | Зазор, мм | Притупление, мм | Превышение кромок, мм | |||
P-600 (США) | пост. ток | на подкл. кольце | 0 | +0,5 | 1,4 | ±0,2 | 0 | 2-3 |
М-300С (США) | STT | на весу | 0 | +0,5 | 1,7 | ±0,15 | 0 | 2-3 |
Saturnax (Франция) | пост. ток | на подкл. кольце | 0 | +0,5 | 2,1 | ±0,2 | 0 | 2-3 |
PWTCWS.02 (Италия) | пост. ток | на подкл. кольце | 0 | +0,5 | 2,0 | ±0,2 | 0 | 2-3 |
УАСТ-1 (Россия) | УКП | на весу | 3,5 | ±0,5 | 1,8 | ±0,8 | 0 | 2-3 |
ОКА (Россия) | пост. ток | на весу | 0 | +0,2 | 3,0 | ±0,2 | 0 | 2-3 |
АСТ-1 (Россия) | пост. ток | на подкл. кольце | 0 | +0,5 | 2,0 | ±0,2 | 0 | 2-3 |
АСТ-1 (Россия) | УКП | на весу | 3,5 | ±0,5 | 1,7 | ±0,15 | 0 | 2-3 |
Выполнение заданных требований по точности сборки является обязательным условием для обеспечение заданного качества шва при сварке в полностью автоматическом режиме.
Однако на практике, особенно, при сварке в полевых условиях данные требования практически недостижимы (рисунки 1, 2).
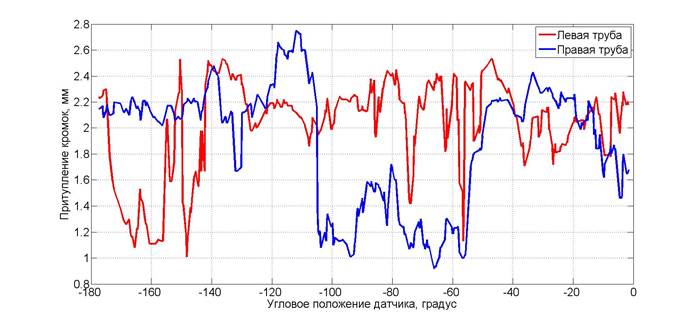
Рисунок 1 - Изменение притупления кромок вдоль кольцевого стыка труб. Измерения выполнены с помощью системы слежения триангуляционного типа «ШТРИХ-2» ООО "РИФТЭК" (Беларусь) в ФГУ НУЦ "Сварка и контроль" при МГТУ им.Н.Э. Баумана
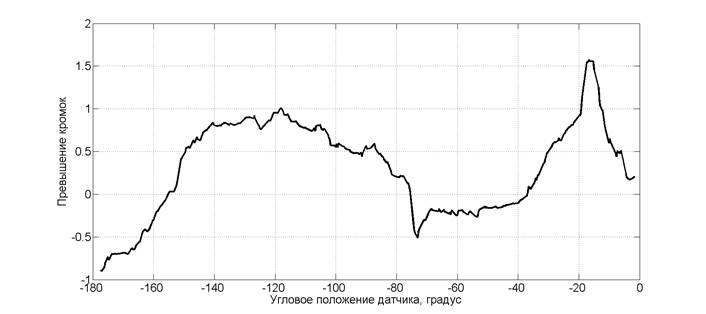
Рисунок 2 - Превышение кромок вдоль кольцевого стыка труб. Измерения выполнены с помощью системы слежения триангуляционного типа «ШТРИХ-2» ООО "РИФТЭК" (Беларусь) в ФГУ НУЦ "Сварка и контроль" при МГТУ им.Н.Э. Баумана
Неточности сборки могут быть вызваны различными причинами, среди которых несовершенство заготовительного производства, неполадки сборочного оборудования, влияние сварочных деформаций. В связи с неточностями сборки возникает необходимость в корректировке параметров режима сварки в реальном времени, в темпе со сваркой.
В настоящее время процесс корректировки осуществляется в режиме онлайн квалифицированным оператором конкретной сварочной установки с помощью пульта управления, что лишает процесс автоматической сварки своего основного преимущества – низкого влияния человеческого фактора на качество и производительность сварки.
Поэтому одной из современных тенденций развития автоматического сварочного оборудования является адаптация технологии сварки к геометрическим возмущениям сборки стыка. В отечественной литературе принято различать геометрическую адаптацию (наведение горелки на стык) и технологическую (коррекция режимов сварки) [3].
В самом общем виде задачу технологической адаптации сварки принято разбивать на три части [4]:
- разработка следящих систем;
- моделирование процессов сварки;
- реализация системы управления процессом сварки.
Системы слежения для автоматической сварки уже давно заняли прочное место на рынке сварочного оборудования [5]. Различные системы слежения активно применяются для слежения за стыком при роботизированной сварке [6], сварке продольных швов труб [7] и других областях [8-10]. Среди современных следящих систем необходимо отдельно выделить системы слежения триангуляционного типа [11], позволяющие с высокой точностью получать информацию об изменении геометрии разделки стыка.
Наиболее трудоёмкой задачей при разработке адаптивных сварочных систем является моделирование сварочных процессов и поиск взаимосвязи между измеряемыми параметрами разделки стыка/сварочной ванны и управляющими воздействиями [4]. Данная задача особенно остро стоит в контексте технологической адаптации процесса сварки. С развитием компьютерной техники широкой распространение получили аналитические подходы, например моделирование формирование шва методом конечных элементов [12, 13]. Недостатком метода являются большие вычислительные затраты и невозможность использование моделей в режиме реального времени. Другим распространённым подходом является применение экспертных систем на основе нейро-нечётких методов для аппроксимации экспериментальных данных и установление связи между входными и выходными параметрами системы [14-17]. Преимуществом данного подхода является его быстродействие, то есть возможность управления процессом сварки в режиме реального времени. В тоже время, существенным недостатком экспертных систем является необходимость в большом количестве экспериментальных данных для их настройки, а также зашумлённость данных неконтролируемыми возмущениями.
Несмотря на то, что вопросам построения адаптивных сварочных систем уделяется большое внимание, проведение исследований, направленных на определение чувствительности базовых технологий сварки к геометрическим возмущениям разделки является актуальной задачей. Понимание процессов формирования сварного шва при наличии дефектов сборки является основой для построения современных адаптивных систем автоматического управления. Тем не менее, данные вопросы в большинстве перечисленных источников не рассматриваются. В работе [18] проведены экспериментальные исследования, направленные на установление диапазона допустимых изменений зазора и притупления кромок при автоматической сварке плавящимся электродом в среде защитного газа. Было установлено, что для получения качественного сварного соединения необходимо поддерживать зазор и притупление кромок в пределах 0,5 мм от любого номинального значения. Однако в работе не было рассмотрено превышение кромок, а также недостаточно широко исследовано влияние номинальных параметров геометрии на критические значения возмущений.
Как уже было отмечено, на начальном этапе построения адаптивной сварочной системы, важным вопросом является оценка чувствительности базовых технологий сварки к геометрическим возмущениям сборки стыка. Данная оценка позволит выдвинуть обоснованные требования к сварочному оборудованию и системам управления процессом. Целью настоящей работы является установление реальных критических значений возмущений геометрии сборки, которые приводят к появлению дефектов при сварке в полностью автоматическом режиме без коррекции параметров режима сварки, а также оценка влиянии притупления кромок на чувствительность технологии к возмущениям зазора и превышению кромок.
1. Методика проведения исследований
Основными геометрическими параметрами разделки кромок, влияющими на формирование корневого слоя шва, являются: притупление, зазор и превышение кромок. Поэтому для проведения экспериментов была использована стандартная V-образная разделка с различным притуплением. Также существенное влияние оказывает и положение сварки, что особенно актуально для сварки трубопроводов. В данной работе рассмотрен процесс сварки только в нижнем положении из-за необходимости в большом количестве экспериментов. Следует отметить, что сварка в нижнем положении является наиболее благоприятной с точки зрения формирования шва, поэтому чувствительность технологии к геометрическим возмущениям в этом случае ниже, чем в вертикальном и потолочном положениях.
Как правило, требуемые для получения качественного сварного соединения зазор и притупление кромок задаются производителем сварочного оборудования, так как они не оказывают существенного влияния на работоспособность качественного сварного соединения. Превышение кромок даже при качественной сварке характеризуется концентрацией напряжений в сварном шве [19 - 21], что накладывает дополнительные ограничения. В руководящих документах ОАО «Газпром» максимально допустимое превышение кромок стыкуемых труб лежит в пределах 2-3 мм, в зависимости от толщины стенки трубы.
В качестве исследуемых геометрических возмущений были выбраны зазор, притупление и превышение кромок и был составлен план эксперимента (таблица 2), целью которого было установление критических значений раскрытия зазора и превышения кромок при ряде фиксированных комбинаций значений притуплений кромок.
Таблица 2 - План эксперимента
№ | Притупление левое, мм | Притупление правое, мм | Зазор, мм | Превышение, мм | ||
В начале шва | В конце шва | В начале шва | В конце шва | |||
1 | 0 | 0 | 0 | 3 | 0 | 0 |
2 | 3 | 0 | 0 | 3 | 0 | 0 |
3 | 3 | 3 | 0 | 3 | 0 | 0 |
4 | 0 | 0 | 3 | 6 | 0 | 0 |
5 | 3 | 0 | 3 | 6 | 0 | 0 |
6 | 3 | 3 | 3 | 6 | 0 | 0 |
7 | 0 | 0 | 0 | 0 | 0 | 3 |
8 | 3 | 0 | 0 | 0 | 0 | 3 |
9 | 3 | 3 | 0 | 0 | 0 | 3 |
10 | 0 | 0 | 3 | 3 | 0 | 3 |
11 | 3 | 0 | 3 | 3 | 0 | 3 |
12 | 3 | 3 | 3 | 3 | 0 | 3 |
Автоматическая сварка сплошной проволокой в смеси защитного газа (аргон/ углекислый газ – 80/20) выполнялась на роботизированной установке (рисунок 3). Сваривались пластины 150х300х15 из стали 10Г2ФБЮ. На этапе подготовки к исследованию осуществлялся подбор режимов сварки, обеспечивающих качественное сварное соединение при различных комбинациях геометрии кромок.
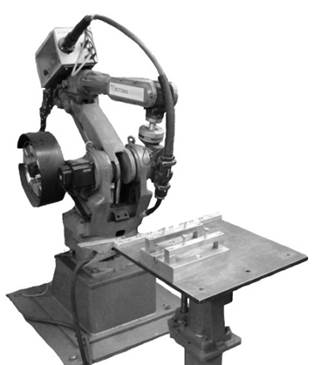
Рисунок 3 - Сварочный стенд
При исследовании чувствительности (таблица 2) режим сварки выставлялся для геометрии кромок в начале шва и оставался неизменным при сварке образца. Измерение длины сварного шва до появления дефекта позволяло определить критическое значение возмущения геометрии кромок, при котором появлялся дефект. Схема измерений приведена на рисунке 4.
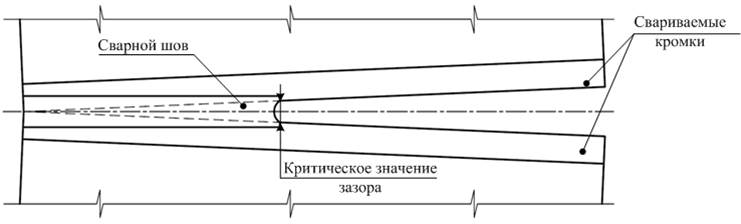
Рисунок 4 - Схема проведения измерений
2. Результаты экспериментов
В результате проведённых экспериментов были определены критические значения превышения кромок и раскрытия зазора для различных усреднённых притуплений на кромках. Была получена экспериментальная зависимость между данными параметрами (рисунок 5), обладающая практической ценностью.
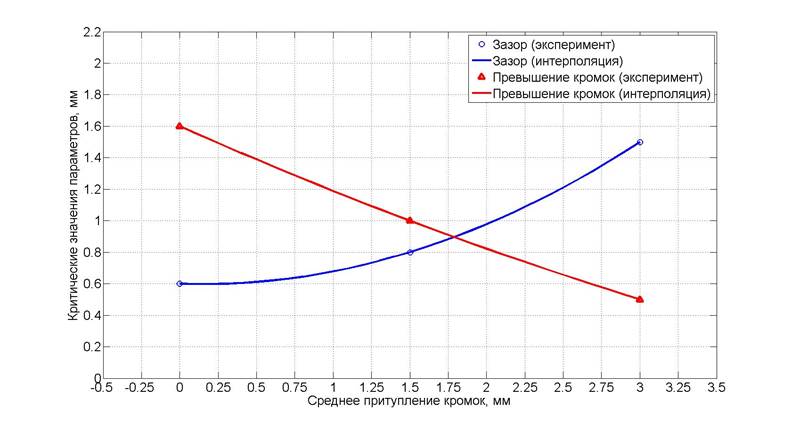
Рисунок 5 - Критические значения геометрических возмущений (зазор, превышение) от усреднённого притупления кромок
Эксперименты показали, что с увеличением усреднённого притупления кромок чувствительность качества сварки к переменному зазору снижается, а чувствительность к превышению кромок увеличивается.
Другим важным результатом, является установленное равенство критических значений превышений кромок в экспериментах 7-9 и 10-12 (таблица 2) соответственно. Данное обстоятельство говорит о том, что критическое значение превышения кромок не зависит от величины зазора в корне шва.
Заключение
В работе проведено исследование чувствительности технологии автоматической MIG/MAGсварки корневого слоя шва стыкового соединения в нижнем положении.
Установлены экспериментальные зависимости между критическими значениями параметров геометрии разделки, влияющими на качество сварного соединения. Для обеспечения требуемого формирования шва без дефектов в автоматическом режиме необходимо обеспечить точность подготовки и сборки кромок в пределах определённых в данной работе критических параметров. При этом возрастают, как временные затраты на подготовку стыка, так и финансовые на использование дорогостоящего высококачественного оборудования для обработки и сборки.
Перспективным методом обеспечения качества при сварке в автоматическом режиме является увеличение значений критических параметров сборки. Как уже было отмечено, актуальной является задача технологической адаптации процесса сварки к геометрическим возмущениям стыка с использованием современных способов слежения за стыком и моделирования сварочных процессов.
Авторы выражают свою искреннюю благодарность проф. Д. Колеру (Prof. Dipl.-Ing. Dietmar Kohler), В. Паули (Mr. Willi Pauli) иЕ. Киифа (Mr. Ewald Kiefer) заихвсестороннююпомощь в организации и проведении экспериментов в Университете Прикладных Наук Оффенбурга (Германия)
Список литературы
1. СТО Газпром 2-2.2-136-2007. Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть 1. М.: ОАО "Газпром", 2007. 247 с.
2. Инструкция по механизированной и автоматической односторонней сварке неповоротных кольцевых стыковых соединений труб и узлов трубопроводов. Чебоксары, ООО НПП «Технотрон», 2010. 54 с.
3. Гладков Э.А. Управление процессами и оборудованием при сварке. М.: Издательский центр "Академия", 2006. 432 с.
4. Shan-Ben Chen, Jing Wu. Intelligentized Methodology for Arc Welding Dynamical Processes. Springer-Verlag Berlin Heidelberg, 2009. 276 p. (Ser. Lecture Notes in Electrical Engineering; vol. 29). DOI: 10.1007/978-3-540-85642-9
5. Гладков Э.А., Киселев О.Н., Перковский Р.А., Трегубов Г.П. Системы ориентации сварочного инструмента на линию стыка при дуговой сварке: учеб. пособие. М.: Изд-во МГТУ им. Н.Э. Баумана, 2005. 132 с.
6. Компания MetaVisionSystems: официальный сайт. Режим доступа: http://www.meta-mvs.com (дата обращения 01.09.13).
7. Области практического применения, примеры успешных проектов // НТК «Институт электросварки им. Е.О. Патона» НАН Украины: официальный сайт. Режим доступа: http://paton.kiev.ua/ru/o-nas/otdely/5041-27-avtomatizirovannyje-sistemy-upravlenija-tehnologicheskimi-processami/956-oblasti-prakticheskogo-primeneniya-primery-uspeshnyh-proektov (Дата обращения 01.09.13).
8. Beatlie R.J., Cheng S.K., Logue P.S. The use of vision sensors in multipass welding applications // Welding Journal. 1988. Vol. 67, no. 11. P. 28-33.
9. Fan Chongjian, Lv Fengling, Chen Shanben. A visual sensing system for welding control and seam tracking in aluminum alloy gas tungsten arc welding // The 33rd Annual Conference of the IEEE Industrial Electronics Society (IECON 2007), Taipei, 2007. IEEE, 2007. P. 2700-2705. DOI: 10.1109/IECON.2007.4460073
10. Wang J.J. Visual information acquisition and adaptive control of weld pool dynamics of Aluminum alloy during pulsed TIG welding. PhD Diss. Shanghai Jiao Tong University, 2003.
11. Fan H.G., Tsai H.L., Na S.J. Heat transfer and fluid flow in a partially or fully penetrated weld pool in gas tungsten arc welding // International Journal of Heat and Mass Transfer. 2000. Vol. 44, no. 2. P. 417-428.
12. Cho D.W., Na S.J., Cho M.H., Lee J.S. A study on V-groove GMAW for various welding positions // Journal of Materials Processing Technology. 2013. Vol. 213, iss. 9. P. 1640-1652.
13. Chan B. Modeling gas metal arc weld geometry using artificial neural network technology // Canadian Metallurgical Quarterly. 1999. Vol. 38, no. 1. P. 43-51.
14. Jeng J.-Y. Prediction of laser butt joint welding parameters using back propagation and learning vector quantization networks // Journal of Materials Processing Technology. 2000. Vol. 99, iss. 1-3. P. 207-218.
15. Hirai A., Kaneko Y., Hosoda T., Yamane S., Oshima K. Sensing and control of weld pool by Fuzzy-Neural network in robotic welding system // IECON'01. 27th Annual Conference of the IEEE Industrial Electronics Society. Vol. 1. IEEE, 2001. P. 238-242. DOI: 10.1109/IECON.2001.976486
16. Mieszkowicz-Rolka A., Rolka L. Variable Precision Fuzzy Rough Sets Model In The Analysis Of Process Data // Rough Sets, Fuzzy Sets, Data Mining, and Granular Computing. Proc. of the 10th International Conference, RSFDGrC 2005, Regina, Canada, August 31 - September 3, 2005, Part 1. Berlin Heidelberg: Springer, 2005. P. 354-363. (Ser. Lecture Notes in Computer Science; vol. 3641). DOI: 10.1007/11548669_37
17. Huang X.X., Chen S.B. SVM-based fuzzy modeling for the arc welding process // Materials Science and Engineering: A. Structural Materials: Properties, Microstructure and Processing. 2006. Vol. 427, no. 1-2. P. 181-187.
18. Смирнов И.В., Сидоров В.П., Захаренко А.И. К вопросу о регламентации требований к точности подготовки и сборки кромок односторонних соединений под сварку // Сварка и Диагностика. 2012. № 2. C. 42-44.
19. Macdonald K.A. Maddox S.J. New guidance for fatigue design of pipeline girth welds // Engineering Failure Analysis. 2003. Vol. 10, iss. 2. P. 177-197.
20. Lotsberg I. Stress concentration factors at welds in pipelines and tanks subjected to internal pressure and axial force // Marine Structures. 2008. Vol. 21, no. 2-3. P. 138-159.
21. Aseer Brabin T., Christopher T., Nageswara Rao B. Finite element analysis of cylindrical pressure vessels having a misalignment in a circumferential joint // International Journal of Pressure Vessels and Piping. 2010. Vol. 87, iss. 4. P. 197-210.
Публикации с ключевыми словами: автоматическая MIG/MAG сварка, возмущения геометрии разделки кромок, требования к сборке стыка
Публикации со словами: автоматическая MIG/MAG сварка, возмущения геометрии разделки кромок, требования к сборке стыка
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||