научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 08, август 2013
DOI: 10.7463/0813.0590745
УДК621.90.025
Россия, МГТУ им. Н.Э. Баумана
К резьбовым соединениям предъявляются различные эксплуатационные требования, что вызывает необходимость изготавливать резьбу различной точности. Резьбонарезание обычно является окончательным видом обработки и его точность оказывает существенное влияние на работоспособность изделия. Точность нарезаемой резьбы зависит от многих факторов: от выполнения параметра винтового движения, от параметров режимов резания, от явлений сопровождающих резание металла - изменений температуры, вибраций, износа инструмента, наростообразования, депланации сечений инструмента, точности изготовления инструмента и т. д.. Для качественного нарезания резьбы необходимо знание основных закономерностей процесса образования резьбовой поверхности, в частности, динамики изменения нагрузки на режущих зубьях инструмента в процессе резания.
В литературе приводится мало данных о порядке величин составляющих силы резания и о соотношениях между ними при резьбонарезании по генераторной схеме. Существующие методы измерения сил резания основаны на измерении деформаций инструмента или обрабатываемой детали, что является технически сложной задачей при резьбонарезании, поскольку при работе метчика система изделие - инструмент замкнутая: реакции сил резания действуют от изделия на главные режущие кромки инструмента и опять передаются на изделие боковыми кромками зубьев. Известные эмпирические зависимости составляющих сил резания получены в основном с использованием моделирования процесса резьбонарезания [3, 4] или выведены теоретически исходя из аналогии между процессами резьбонарезания и сходными технологическими процессами [5].
Поскольку исследования по определению силовых характеристик резьбонарезания носят в основном экспериментальный характер, то полученные силовые зависимости учитывают только ограниченный ряд факторов: в основном это влияние режимов резания, физико-механических свойств материала, вида СОТС, из конструктивных параметров: диаметр инструмента и шаг резьбы, реже - число режущих зубьев. Кроме того, изучение динамических характеристик резьбонарезания, вследствие наличия большого числа факторов, определяющих процесс формообразования резьбовой поверхности, предполагает необходимость использования средств вычислительной техники, а, следовательно, математической модели, позволяющей формализовать задачу с целью ее программной реализации.
Боковые стороны режущих и направляющих профилей выполняют функции ходового винта, т. е. обеспечивают осевое перемещение на величину шага за оборот и центрирование инструмента. Существует три основных способа образования боковых сторон режущих и направляющих профилей: затылование по профилю отсутствует, затылование проводится «наостро» и затылование по профилю на части зуба. Для метчиков возможно применение всех перечисленных способов затылования. Частичное затылование инструмента по профилю является наиболее рациональным, поскольку вспомогательные задние углы α1 на определенной ширине зуба уменьшают трение на боковых сторонах режущих и направляющих профилей, не ухудшая центрирование инструмента. Однако, данный метод не нашел широкого применения из-за технологических трудностей реализации. Согласно ГОСТ3449-84 предусмотрено затылование метчиков по профилю «наостро», начиная с диаметров M3; величина затылования принимается исходя из обеспечения вспомогательного заднего угла α1=0010’...0015’. Из-за технологических трудностей на плашках не делают затылования по профилю, у резьбонарезных головок вспомогательный задний угол α1 также отсутствует.
В соответствии с способом затылования различают два вида давлений, возникающих на опорных поверхностях [1]:
- при отсутствии или частичном затыловании инструмента по профилю, контакт происходит по опорной боковой поверхности:
 , (1)
, (1)
где Ni – нормальная к опорной поверхности режущего профиля составляющая силы резания; Si- накопленная площадь опорных поверхностей;
- если инструмент затылован «наостро», то контакт происходит по кромке режущего лезвия, между боковыми сторонами режущих и направляющих профилей и нарезанным резьбовым профилем существует зазор, а величина удельной силы, приходящаяся на единицу длины режущего лезвия, определяется зависимостью:
 , (2)
, (2)
где Ni – нормальная к опорной вспомогательной режущей кромке составляющая силы резания;
bопi - накопленная длина опорных лезвий.
Методика определения параметров сечения срезаемого слоя, в том числе расчета длины опорных кромок bопi и опорных площадей Siпри формообразовании резьб по генераторной схеме, рассмотрена в работе [2] на примере формирования метрической резьбы метчиками с прямыми стружечными канавками.
Уравнения (1) и (2) предполагают равномерное распределение составляющих силы резания по опорным поверхностям (кромкам) режущих профилей. Для затылованного по профилю инструмента, уравнение удельной силы (2) можно записать в виде:
![]() , (3)
, (3)
где  - составляющая удельной силы на опорной кромке i-ого режущего профиля от осевой силы PXi;
- составляющая удельной силы на опорной кромке i-ого режущего профиля от осевой силы PXi; ![]() - составляющая удельной силы на опорной кромке i-ого режущего профиля от радиальной силы
- составляющая удельной силы на опорной кромке i-ого режущего профиля от радиальной силы ![]() .
.
При определении меры влияния вектора радиальной силы ![]() на напряженно-деформированное состояние метчика использовался программный комплекс ANSYS, математическая основа которого представляет собой метод конечных элементов. Задача решалась для трехзубого метчика M12 с углом режущей части φ=200 в линейно-упругой постановке, т. е. при малых перемещениях и в рамках закона Гука. Расчетная схема представлена на рис. 1.
на напряженно-деформированное состояние метчика использовался программный комплекс ANSYS, математическая основа которого представляет собой метод конечных элементов. Задача решалась для трехзубого метчика M12 с углом режущей части φ=200 в линейно-упругой постановке, т. е. при малых перемещениях и в рамках закона Гука. Расчетная схема представлена на рис. 1.
Геометрическая модель метчика, построена в программном комплексе INVENTOR 9; геометрические и конструктивные параметры режущей части модели соответствуют натурному объекту.

Рис. 1. Схема распределения нагрузки между режущими зубьями метчика.
При определении типа конечных элементов применено произвольное (автоматическое) построение сетки, при котором реализован алгоритм, позволяющий учитывать кривизну поверхностей модели. С целью исключения влияния сингулярности вдоль кромок на оценку деформации, рассматривались узлы второго слоя конечных элементов.
В расчетах были приняты следующие граничные условия. Закрепление осуществлено по контуру главных и вспомогательных режущих кромок элементарных профилей рабочей части инструмента. К оси симметрии инструмента приложена распределенная нагрузка p=100 МПа (равнодействующая радиальная сила PR=300 H соответствует уровню рабочих нагрузок для метчиков М12). Для этого по оси метчика сделан сквозной паз квадратного профиля (квадрат 0,3![]() 0,3 мм, длина l=12 мм). Наличие паза не оказывает влияния на результаты расчета, поскольку практически не снижает жесткость инструмента; в зоне приложения нагрузки действуют сжимающие контактные напряжения, распределение которых носит локальный характер. Угол действия Θ распределенной нагрузки (p=100 МПа) изменялся с дискретностью, равной 100 в пределах сектора углового шага ε. Полученные эпюры давлений на вспомогательных кромках режущих профилей метчика (рис. 2), позволяют судить о распределении нагрузки между режущими зубьями.
0,3 мм, длина l=12 мм). Наличие паза не оказывает влияния на результаты расчета, поскольку практически не снижает жесткость инструмента; в зоне приложения нагрузки действуют сжимающие контактные напряжения, распределение которых носит локальный характер. Угол действия Θ распределенной нагрузки (p=100 МПа) изменялся с дискретностью, равной 100 в пределах сектора углового шага ε. Полученные эпюры давлений на вспомогательных кромках режущих профилей метчика (рис. 2), позволяют судить о распределении нагрузки между режущими зубьями.

Рис. 2 Эпюры распределения давлений на вспомогательных режущих лезвиях режущих профилей в зависимости от направления действия радиальной силы.
Вектор ![]() , действующий в плоскости, перпендикулярной оси метчика, можно представить как сумму следующих составляющих:
, действующий в плоскости, перпендикулярной оси метчика, можно представить как сумму следующих составляющих:
![]() ,
,
где ![]() , (4)
, (4)
![]() ,
, ![]() - абсолютные значения реакций опор, проходящие через вершины зубьев z1, z2, z3, и ориентированные относительно друг друга под углом, равным угловому шагу между режущими зубьями ε,
- абсолютные значения реакций опор, проходящие через вершины зубьев z1, z2, z3, и ориентированные относительно друг друга под углом, равным угловому шагу между режущими зубьями ε,
где k1(Θ), k2(Θ), k3(Θ)- коэффициенты, учитывающие распределение нагрузки между опорными поверхностями режущих профилей, расположенных на зубьях z1, z2 и z3 соответственно, Θ – угол действия вектора равнодействующей радиальной силы ![]() относительно оси Y(рис. 1).
относительно оси Y(рис. 1).
Тогда, составляющая удельной силы ![]() на опорных кромках режущих профилей в уравнении (3) для режущих зубьев z1, z2 и z3 определяется соответствующими зависимостями:
на опорных кромках режущих профилей в уравнении (3) для режущих зубьев z1, z2 и z3 определяется соответствующими зависимостями:
 ,
,  ,
,  , (5)
, (5)
где R1i, R2i, R3i - реакции опор определены уравнениями (4).
На рис. 3 приведена сетка конечных элементов и распределение напряжений в теле метчика, для худшего и лучшего из возможных вариантов нагружения: радиальная сила воспринимается в основном опорными кромками режущих профилей одного режущего зуба (рис. 3,а); нагрузка в равной мере распределена между двумя режущими зубьями (рис. 3,б).
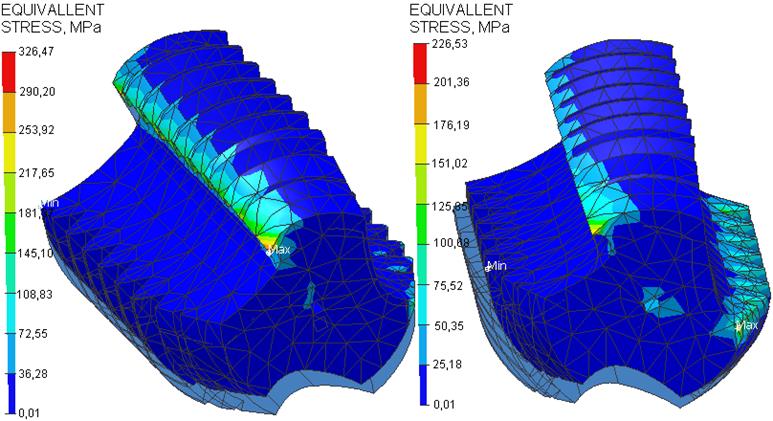
а) б)
Рис. 3. Распределение напряжений в теле метчика.
С использованием уравнений (5) для различных значений главного угла в плане построены графики изменения давления pS на опорных поверхностях режущих профилей метчика, а также экспериментально полученной величины разбивки Δ резьбового отверстия (рис. 4). Разбивка внутренней резьбы оценивалась изменением комплексного показателя - приведенного среднего диаметра. Измерения приведенного среднего диметра резьбового отверстия проводились с использованием прибора, основанного на принципе раздвижного резьбового калибра-пробки [3].

Рис. 4. Зависимость разбивки ![]() и удельной силы pb на опорных кромках режущих профилей от угла режущей части φ (метчик М12, V=10м/мин).
и удельной силы pb на опорных кромках режущих профилей от угла режущей части φ (метчик М12, V=10м/мин).
С целью соблюдения постоянства условий проводимого эксперимента, а, именно, поддержания геометрических параметров режущей части инструмента на фиксированном уровне, метчики М12 после проведения серии опытов для начального значения φ(в состоянии поставки) перетачивались на меньший угол режущей части. Полученные зависимости (рис. 4) показывают, что характер разбивания резьбы при врезании метчика, определяется соотношением составляющих силы резания и площади опорных поверхностей элементарных режущих профилей.
Выводы:
1. Получена математическая модель изменения давления на опорных поверхностях элементарных режущих профилей с учетом кинематики процесса резьбонарезания и особенностей исполнения параметров режущей части инструмента, которая позволяет проводить анализ конструкции и геометрии его режущей части с точки зрения влияния их на силовые и точностные показатели процесса резания.
2. На качественном уровне установлена взаимосвязь характера изменения давления на опорных поверхностях инструмента и разбивкой нарезаемой резьбы.
Список литературы
1. Таурит Г.Э., Пуховский Е.С., Добрянский С.С. Прогрессивные приемы резьбоформирования. Киев: Технiка, 1975. 237 с.
2. Иванина И.В. Имитационная модель резьбонарезания по генераторной схеме // Вестник МГТУ им. Н.Э. Баумана. Сер. Машиностроение. 2002. № 4. С. 56-68.
3. Древаль А.Е. Исследование точности нарезания резьб метчиками: дис. … канд. техн. наук. М., 1972. 157 с.
4. Гольдфельд М.Х. Осевое усилие резания при резьбонарезании метчиками // Вестник машиностроения.1968. № 5. С. 67-69.
5. Матвеев В.В. Определение осевого усилия при нарезании резьб метчиками // Станки и инструмент. 1970. № 5. С. 28-29.
Публикации с ключевыми словами: резьбонарезание, метчик, динамика, давление, точность, генераторная схема резания, опорные поверхности
Публикации со словами: резьбонарезание, метчик, динамика, давление, точность, генераторная схема резания, опорные поверхности
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||