научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 08, август 2013
DOI: 10.7463/0813.0587093
УДК 621.91
Россия, МГТУ им. Н.Э. Баумана
Введение
В настоящее время на машиностроительных предприятиях различного профиля (автомобилестроение, авиастроение, космическая отрасль и т. д.) происходят крупномасштабные замены старых станков на новые. При этом чаще всего происходит замена универсального станка с ручным управлением на станок с числовым программным управлением (ЧПУ). Причины таких замен могут быть различны. Среди них наиболее часто встречаются следующие:
- не достигается требуемая точность обработки детали из-за износа направляющих и подшипников шпинделя, невысокого качества изготовления узлов станка и т. д.;
- не обеспечиваются необходимые параметры режима резания (скорость резания, подача, глубина) из-за низкой мощности двигателя главного движения и недостаточной частоты вращения шпинделя, невысокой жесткости станины и узлов, плохой виброустойчивости станка и т. п.;
- стремление к снижению себестоимости обработки детали;
- стремление к повышению производительности обработки.
Первые две причины замены оборудования являются техническими и однозначно требуют нового, более точного, более скоростного, более мощного, виброустойчивого станка, в то время как две другие причины являются технико-экономическими и их влияние на решение вопроса о приобретении нового станка не однозначно. В статье рассмотрена одна из перечисленных причин замены станка, а именно – снижение себестоимости обработки. С этой целью были использованы выражения для определения себестоимости обработки, экономической стойкости режущего инструмента и экономической скорости резания.
В настоящее время в научно-технической литературе для решения указанной проблемы предлагают применять различные подходы, но изучение влияние замены станка на экономическую стойкость и скорость резания не проводилось.
Целью статьи является изучение условий, при которых перевод технологии на новый, более дорогой станок будет экономически эффективен. Научной новизной статьи является вывод о границах эффективного использования нового станка и целесообразности его приобретения или перевода обработки со старого станка на новый.
Минимальная себестоимость обработки
Для изучения влияния замены станка на себестоимость обработки воспользуемся известным выражением для определения себестоимости обработки С на данной операции [1, 2]:
 , (1)
, (1)
где Снч – стоимость минуты работы станка, руб/мин; Син – затраты на инструмент, приведенные к одной режущей кромке, руб.; tпз – подготовительно-заключительное время, мин; tуст.дет – время установки и снятия детали; tо – основное время работы, мин; tвсп – вспомогательное время, связанное с переходом, мин; tсм.ин – время установки и снятия инструмента; N – количество обрабатываемых деталей (партия), шт.; NТ – количество деталей, обработанных за время стойкости одной режущей кромки;.
Важно отметить, что в стоимость работы минуты работы станка Снч входят затраты на станок (амортизация, обслуживание), зарплата станочников и наладчиков, накладные расходы и другие затраты, зависящие от времени работы станка.
В стоимость инструмента Син для инструмента, оснащенного сменными многогранными пластинами (СМП), включена стоимость корпуса инструмента (Скорп), количество режущих кромок на СМП (Nреж.кр), стоимость СМП (ССМП), а для паяного или цельного инструмента – стоимость изготовления (покупки) инструмента (Сизг), затраты на переточку (Спер) и допустимое количество переточек (Nпер):

 .
.
Основное время работы tо рассчитывается по операционной карте и технологическим эскизам по формуле  , где L – путь резания; V – скорость резания. Путь резания зависит от размеров обрабатываемой детали (поверхности), количества проходов, подачи.
, где L – путь резания; V – скорость резания. Путь резания зависит от размеров обрабатываемой детали (поверхности), количества проходов, подачи.
Количество деталей, обработанных за время стойкости инструмента NТ, определяется из выражения  , где Т – стойкость инструмента (или одной режущей кромки СМП). С учетом того, что стойкость инструмента определяют в соответствии с известной [3] формулой как
, где Т – стойкость инструмента (или одной режущей кромки СМП). С учетом того, что стойкость инструмента определяют в соответствии с известной [3] формулой как  (где S– подача; t – глубина резания, СV, KV, x, y, m – коэффициенты):
(где S– подача; t – глубина резания, СV, KV, x, y, m – коэффициенты):
 .
.
Поэтому формулу (1) для определения себестоимости обработки можно записать следующим образом:
 . (2)
. (2)
Анализ данного выражения позволяет легко найти экстремум функций себестоимости обработки от скорости резания (оптимизацию по другим параметрам можно посмотреть в [4, 5]), другими словами – найти скорость резания VС, при которой себестоимость будет минимальна:
 . (3)
. (3)
Для дальнейших рассуждений будем полагать, что при замене станка режущий инструмент, а также подача и глубина резания остаются неизменными –  . Такое упрощение может показаться натянутым, но оно верно при использовании современных инструментов с СМП как на старом, так и новом станке. Если вспомнить, что подача и глубина резания обычно задаются технологическим процессом и не зависят от станка, то правомерность такого упрощения не будет вызывать сомнений. Следовательно, формулу (3) можно переписать так:
. Такое упрощение может показаться натянутым, но оно верно при использовании современных инструментов с СМП как на старом, так и новом станке. Если вспомнить, что подача и глубина резания обычно задаются технологическим процессом и не зависят от станка, то правомерность такого упрощения не будет вызывать сомнений. Следовательно, формулу (3) можно переписать так:
 (4)
(4)
где  – коэффициент, зависящий от свойств инструмента, подачи и глубины резания.
– коэффициент, зависящий от свойств инструмента, подачи и глубины резания.
Выражение (4) позволяет вывести формулу для определения стойкости инструмента T, обеспечивающей минимальную себестоимость обработки (экономическую стойкость) [см. также 6, 7, 8],
 ;
;
 (5)
(5)
Из выражения (5) следует, что стойкость режущего инструмента является технико-экономическим показателем, зависящим как от свойств инструмента (показатель степени m), так и от экономических условий (нормочаса Cнч, стоимости инструмента Cин) и организационно-технических условий (время замены инструмента tсм.ин).
Приведенные выше выражения встречаются в технической литературе (например, в [7, 8, 9]), но они не используются для решения вопроса о внедрении нового станка в технологический процесс.
Анализ влияния нормочаса работы станка на скорость резания и себестоимость
обработки
Экономическая стойкость режущего инструмента уменьшается при увеличении нормочаса станка (рисунок 1), поэтому скорость резания увеличивается. Другими словами, на более дорогом оборудовании надо работать с большей скоростью резания.

Рисунок 1. Зависимость стойкости инструмента от нормочаса для инструментов с Син = 50 руб (1) и Син = 100 руб (2)
Подставив выражение (3) в (1), получим формулу для определения минимально возможной себестоимости обработки
 . (6)
. (6)
С помощью выражений (4) – (6) можно провести анализ влияния стоимости нормочаса (и, следовательно, стоимости станка) на скорость резания и стойкость режущего инструмента, обеспечивающих минимальную себестоимость обработки, и на себестоимость обработки, что позволит сделать вывод о целесообразности использования нового станка на данной операции.
Для такого анализа удобно ввести коэффициент Kуск(назовем его коэффициентом ускорения), определяемый как отношение скоростей резания на старом и новом оборудовании:
 , (7)
, (7)
где VС1 и VС2 – скорости, обеспечивающие минимальную себестоимость обработки на старом и новом станке соответственно.
Отметим, что нормочас работы нового станка обычно больше, чем старого (в качестве примера такого изменения можно привести замену универсального станка на станок с ЧПУ).
В первом приближении можно считать, что при замене станка не изменяется ни стоимость инструмента, ни время замены инструмента, ни параметры режима резания (V, S, t), ни износостойкость инструмента (Ки, m). Тогда выражение (7) можно переписать следующим образом:
 .
.
Если время смены инструмента незначительно, то данное выражение несколько упрощается:
 , (8)
, (8)
то есть при увеличении нормочаса (или стоимости станка) в N раз скорость резания необходимо увеличить в Nm раз. (Именно необходимо, а не возможно, ведь только при выполнении этого условия обработка будет вестись на скорости, обеспечивающей минимум себестоимости.)
Увеличение скорости резания при увеличении нормочаса объясняется тем, что, работая на более дорогом станке, надо "экономить" на машинном времени, а увеличением затрат на режущий инструмент можно пренебречь как несущественным.
Для современных инструментальных материалов показатель степени m в стойкостной зависимости (T-V) находится в пределах 0,2…0,4. Поэтому необходимое увеличение скорости будет гораздо меньше увеличения стоимости станка. Так, при увеличении нормочаса в 2 раза скорость резания надо увеличить только на 15…32 % (рисунок 2).

Рисунок 2. Зависимость скорости резания, обеспечивающей минимальную себестоимость обработки, от нормочаса станка
Из выражения (8) следует еще несколько интересных выводов.
1) При обработке одной и той же детали в различных экономических условиях скорость резания должна отличаться. Возьмем в качестве примера экономические условия (нормочас) России и европейских стран – скорость резания, назначенная в России, должна быть ниже, чем скорость резания, установленная в Европе, так как нормочас в Европе гораздо больше.
2) При переводе обработки с универсального станка с ручным управлением на станок с ЧПУ следует обязательно увеличить скорость резания ввиду увеличения нормочаса станка.
3) При изменении разряда станочника надо изменять скорость резания: при увеличении разряда повышать скорость, а при снижении – уменьшать.
4) В идеале скорость резания должна определяться для каждого рабочего места или хотя бы для цеха или предприятия.
При переводе обработки на другой станок изменяется не только скорость резания, обеспечивающая минимальные затраты, но и сама себестоимость обработки. При использовании более дорогого станка себестоимость обработки увеличивается – переменная часть себестоимости обработки (вторая часть выражения (6)) пропорциональна Снч в степени (1–m).
На первый взгляд, такой результат может показаться странным, ведь скорость резания при использовании более дорогого станка возрастает, что приводит к снижению времени обработки и, следовательно, к снижению себестоимости. Однако этого увеличения недостаточно для компенсации увеличения нормочаса. Это связано с тем, что затраты на обработку возрастают пропорционально увеличению нормочаса, а скорость вырастает только пропорционально степени m (см. (8)), равной 0,2…0,4. Поэтому общие затраты на обработку возрастают (рисунок 3).

Рисунок 3. Зависимость переменной части себестоимости обработки от скорости резания для станков с Снч = 5 руб/мин (1) и Снч = 30 руб/мин (2)
Итак: получить экономический эффект от внедрения нового, более дорогого, станка за счет уменьшения основного времени обработки нельзя.
В свете этого вывода особенно интересно изучить, за счет чего возможно удешевление обработки на более дорогом станке. Ниже мы постараемся ответить на этот вопрос.
Пути уменьшения себестоимости обработки при увеличении нормочаса
Новый станок будет экономически эффективен при условии ![]() . Подставив в эту формулу выражение (6) для определения минимальной себестоимости обработки, после группировки слагаемых получим
. Подставив в эту формулу выражение (6) для определения минимальной себестоимости обработки, после группировки слагаемых получим

 . (9)
. (9)
Проанализируем это выражение.
Обычно ![]() и tпз для старого станка не превышает tпз для нового (для нового станка с ЧПУ может и превосходить), поэтому первое и третье слагаемые выражения (9) меньше 0. Второе слагаемое может быть больше 0, если
и tпз для старого станка не превышает tпз для нового (для нового станка с ЧПУ может и превосходить), поэтому первое и третье слагаемые выражения (9) меньше 0. Второе слагаемое может быть больше 0, если ![]() . Другими словами, добиться экономического эффекта от перевода операции точения на новый станок можно только за счет снижения вспомогательного времени.
. Другими словами, добиться экономического эффекта от перевода операции точения на новый станок можно только за счет снижения вспомогательного времени.
Определим вспомогательное время, при котором обработка на новом станке будет экономически выгодна. Из выражения (9) следует, что

 . (10)
. (10)
Таким образом, минимально допустимое вспомогательное время для нового станка тем меньше, чем меньше нормочас старого станка, вспомогательное время при работе на нем и нормочас работы нового станка и чем больше разница в подготовительно-заключительном времени нового и старого станков. Графически это влияние показано на рисунке 4. Следовательно, чем меньше нормочас старого станка и больше нормочас нового, тем труднее обеспечить снижение себестоимости обработки при переходе обработки со старого станка на новый.
Рассмотрим пример. Предположим, что происходит замена старого станка с нормочасом 10 руб/мин на новый с нормочасом 15 руб/мин. В соответствии с графиком технологический процесс обработки на новом станке должен обеспечивать вспомогательное время не более 1,6 мин. Если вспомогательное время будет больше, то новый станок не обеспечит снижения себестоимости обработки. Если же нормочас старого станка был 5 руб/мин, то новый станок должен обеспечить вспомогательное время всего 0,5 мин.
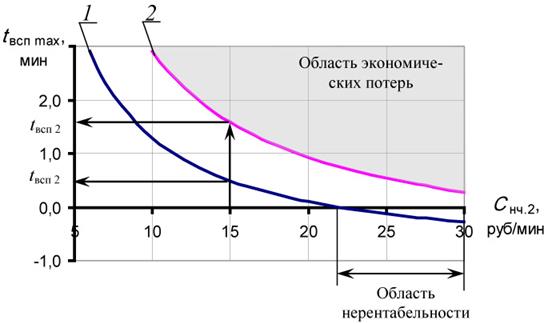
Рисунок 4. Зависимость минимально допустимого вспомогательного времени от нормочаса при переводе технологии со станков с Снч1 = 5 руб/мин (1) и Снч1 = 10 руб/мин (2) на новый станок (tвсп1=3 мин)
При достаточно малом нормочасе старого станка (или большом – нового) возможен случай, когда требуемое вспомогательное время работы на новом станке должно быть меньше 0. В таком случае невозможно добиться снижения затрат на обработку ни при каком (даже самом минимальном) вспомогательном времени tвсп2, – возникает область нерентабельности приобретения нового станка. В области нерентабельности новый станок будет обрабатывать детали с затратами большими, чем старый, то есть замена станка недопустима с экономической точки зрения. Для примера, представленного на рисунке 4, область нерентабельности начинается при Снч2 = 22 руб/мин (область нерентабельности должна начинаться при меньших значениях tвсп2, так как существуют технические ограничения на снижения вспомогательного времени).
Заключение
Суммируя все вышесказанное, можно сказать, что в статье получены следующие новые научные результаты:
1) нельзя получить экономический эффект от внедрения станка с большим нормочасом за счет увеличения скорости резания и, следовательно, уменьшения основного времени обработки;
2) скорость резания и стойкость режущего инструмента, обеспечивающие минимальную себестоимость, должны рассчитываться для каждой операции механической обработки;
3) снижение себестоимости обработки при внедрении более дорогого станка возможно лишь за счет уменьшения вспомогательного времени обработки.
Список литературы
1. Фельдштейн Э.И. Основы рациональной эксплуатации режущих инструментов. М.: Машиностроение, 1965. 179 с.
2. Ящерицын П.И., Фельдштейн Е.Э., Корниевич М.А. Теория резания. Минск: Новое знанье, 2006. 512 с.
3. Справочник технолога-машиностроителя. В 2 т. Т. 1 / Под ред. А.М. Дальского, А.Г. Косиловой, Р.К. Мещерякова, А.Г. Суслова. 5-е изд., перераб. и доп. М.: Машиностроение-1, 2001. 912 с.
4. Грубый С.В. Оптимизация режимов одноинструментальной лезвийной обработки // СТИН. 2008. № 1. С. 32-35.
5. Грубый С.В. Имитационное моделирование процессов резания и изнашивания инструмента // Вестник машиностроения. 2007. № 7. С. 38-42.
6. Виноградов Д.В. К вопросу определения скорости резания, обеспечивающей минимальную себестоимость обработки // Наука и образование. МГТУ им. Н.Э. Баумана. Электрон. журнал. 2007. № 11. Режим доступа: http://technomag.edu.ru/doc/69108.html (дата обращения 05.07.2013).
7. Рывкин Г.М. Инструментальная оснастка для автоматизированного производства. М.: Центральное бюро научно-технической информации, 1962. 146 с.
8. Петрушин С.И. Экономически обоснованный срок службы режущих инструментов // Вестник машиностроения. 2007. № 4. С. 40-45.
9. Инструментальное обеспечение автоматизированного производства: учеб. для машиностр. спец. вузов / В.А. Гречишников, А.Р. Маслов, Ю.М. Соломенцев, А.Г. Схиртладзе; Под ред. Ю.М. Соломенцева. М.: Высшая школа, 2001. 271 с.
Публикации с ключевыми словами: основное время, себестоимость обработки, стойкость режущего инструмента, вспомогательное время
Публикации со словами: основное время, себестоимость обработки, стойкость режущего инструмента, вспомогательное время
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||