научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 07, июль 2013
DOI: 10.7463/0713.0582853
УДК 621.396.6.002.72
Россия, МГТУ им. Н.Э. Баумана
Введение. Задачи исследования. Бандажное соединение накруткой (рис. 1) используют для образования контактного электрического соединения проводника с выводами навесных элементов, шинами электропитания и др. элементами электронной аппаратуры.
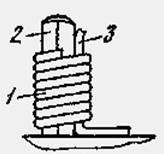
Рис. 1. Бандажное соединение накруткой; 1 – накручиваемый провод, 2- монтажный штырь-вывод, 3 –вывод навесного элемента
Бандажное соединение состоит из нескольких витков (обычно семи-восьми) бандажного провода. Провод при накручивании охватывает и обжимает при упругом и пластическом деформировании вывод навесного и вывод монтажного элемента. Этот вид соединения используют не только в условиях единичного и мелкосерийного производства, но и в условиях серийного производства благодаря особым технологическим особенностям его выполнения: отсутствие потребности в флюсе, припое, нагреве и др. Исключение процесса пайки предохраняет термочувствительные элементы от перегрева и выхода их из строя.
Цель работы. В отечественной и зарубежной технической литературе нет каких-либо конкретных теоретических данных по проектированию технологического процесса и технологического оснащения для бандажных соединений накруткой. Поэтому сейчас все технологические проблемы этого соединения решаются на основе выполнения опытно-конструкторских и технологических работ по подбору режимов процесса и параметров технологической оснастки. Такое решение проблемы требует много времени и существенных материальных затрат, что связано с замедлением сроков выпуска новых изделий и повышением их себестоимости.
Цель работы. В связи с этим ставится задача теоретического определения технологических и конструкторских параметров процесса бандажирования накруткой: радиуса рабочей кромки инструмента, определяющего усилие натяжения при накрутке, числа витков с учетом переходного сопротивления и др.
Научная новизна. В таком виде поставленная задача теоретически решается впервые и здесь впервые решены поставленные основные проблемы, возникающие при технологической подготовке производства. Ранее подобных работ не было.
Методика исследования; результаты. Экспериментальные исследования данной проблемы были выполнены только в практических условиях производства для конкретных условий, которые не пригодны для полного анализа проблемы и решения конкретных проблем бандажирования накруткой в общем случае. В связи с этим возникает задача более полного изучения и осмысления процесса, всех проектно-технологических параметров, дающих возможность уже на этапе технологической подготовки производства решать все конструкторского-технологические проблемы. Особенность решения этой задачи состоит в том, что здесь необходимо комплексно решать задачу обеспечения при выбранных параметрах процесса бандажирования накруткой минимального переходного электрического сопротивления и формообразования соединения. Эту задачу здесь решаем так: назначаем такую величину деформации (или напряжения) элементов накрутки, при которых обеспечивается минимальная величина переходного электросопротивления, а это значит, что мы должны заранее иметь данные о взаимосвязи механического напряжения формообразования соединения и электрического переходного сопротивления для соответствующих условий. Пока таких данных нет, они должны быть получены, очевидно, на основе экспериментальных исследований для наиболее часто применяемых материалов.
Этот вариант решения поставленной задачи теоретическим путем в настоящее время может быть выполнен на основе прогнозирования. Основные технологические параметры этого процесса - это усилие натяжения накручиваемого провода и радиус рабочей кромки накручивающего валика. Обычно эти и другие параметры определяют опытным путем, при котором затрачивается много рабочего времени и средств. Здесь приведена приближенная методика определения указанных технологических параметров расчетным путем с учетом накопленного практического опыта. Для последующего анализа примем допущение: контактное напряжение в зоне контакта вывода навесного элемента, штыря-вывода и накручиваемого провода равным напряжению течения ![]() материала вывода навесного элемента и накручиваемого провода.
материала вывода навесного элемента и накручиваемого провода.
На основе графических представлений этого соединения, показанных на рис. 1 и 2, определим угол η - угол между направлением усилия натяжения провода и усилием прижима вывода навесного элемента к монтажному штырю-выводу. Этот угол необходим для определения основного параметра процесса - усилия натяжения провода и взаимосвязи между усилием натяжения накручиваемого провода с усилием прижима вывода навесного элемента к монтажному штырю-выводу.

Рис. 2. Бандажное соединение накруткой; 1 – накручиваемый провод, 2- монтажный вывод, 3 –вывод навесного элемента d- диаметр накручиваемого провода, d1- диаметр вывода навесного элемента, η -угол наклона накручиваемого провода, а – длина меньшей стороны монтажного штыря-вывода
Определим геометрические параметры (ширина стороны прямоугольного сечения монтажного вывода – а, диаметр бандажного провода – d, диаметр вывода навесного элемента –d1), позволяющие получить (в неявном виде) зависимость угла наклона накручиваемого провода η от параметров процесса бандажирования:

Угол η определяем из уравнения (1) путем подбора, расчета на ПВЭМ или из графика, приведенного на рис. 3, где показана зависимость угла η от параметров процесса бандажирования накруткой, построенная на основе расчета на ПВЭМ по формуле (1) с помощью системы Mathcad.

Рис. 3. Зависимость угла η от параметра β=a/d, a-меньшая сторона поперечного сечения штыря-вывода, d- диаметр накручиваемого проводника
Для определения мощности электродвигателя накрутки определим радиус действия усилия накрутки. С учетом геометрических данных процесса (размеров поперечного сечения штыря–вывода, диаметра вывода навесного элемента и накручиваемого провода) можно определить радиус действия усилия накрутки:
![]() (2)
(2)
Здесь R – радиус описанной окружности всего бандажного соединения, d – диаметр накручиваемого провода, d1 – диаметр вывода навесного элемента, а – меньшая сторона поперечного сечения штыря-вывода. Далее примем допущение, существенно не противоречащие, но необходимое для решения поставленной задачи. Можно считать, что вдоль линии контакта каждого витка имеет место контакт вывода бандажируемого навесного элемента по площади равной произведению длины контактной площадки на ее ширину. Считаем также контактное напряжение равномерно распределенным по всей поверхности кажущегося контакта поверхностей.
Ширина контактной площадки каждого витка накручиваемого провода с выводом навесного элемента, определяется на основе геометрических данных рис. 2 , а именно, через диаметр вывода навесного элемента и величину внедрения в него накручиваемого провода по формуле:
![]() (3)
(3)
где h величина внедрения накручиваемого проводника в вывод навесного элемента, соответствующая пределу текучести материала накручиваемого провода.
Площадь контакта накручиваемого провода со штырем-выводом равна
f = b×l (4)
где l – длина контактной площадки одного витка провода с выводом навесного элемента, определяемая величиной угла 2η:
l=![]() ×
×![]() . (5)
. (5)
Площадь контакта витка провода с выводом навесного элемента с учетом выражений (3), (4) и (5) равна
f =![]() (6)
(6)
Силовые параметры. Принимая пока неизвестное усилие прижима вывода навесного элемента равным Р, можно определить с учетом угла η усилие натяжения провода в правой и левой ветви соединения:
![]() . (7)
. (7)
Это же усилие прижима накручиваемого провода к выводу навесного элемента равно произведению напряжения течения материала провода на поверхность контакта:
Р = ![]() f= σТ
f= σТ ![]() (8)
(8)
Для определения ширины контактной площадки bмы использовали физическое условие – рекомендуемую величину переходного электромонтажного сопротивления, хотя и представляемую в настоящее время периодической печати [1], которая зависит от степени деформации, однако , для неё нет конкретных данных. У некоторых авторов, например [2], приведены сведения о величине переходного электрического сопротивления для нажимных контактов, в которых обычно действуют значительно меньшие контактные механические напряжения. Поэтому использование в нашем случае этих результатов совершенно не приемлемо; здесь требуются специальные экспериментальные исследования для конкретных контактных материалов, в которых контактные напряжения будут значительно больше.
Наибольший интерес в этих исследованиях представляет определение радиуса рабочей кромки накручивающего валика. С этой целью определим усилие натяжения накручиваемого провода. Первый способ его определения - усилие натяжения накручиваемого провода, которое мы уже определили – его определение по выражению (7). Во втором способе на основе анализа процесса деформирования гибкой в листовой штамповке [3] на границе зоны гибки с плоской зоной возникает напряжение растяжения накручиваемого провода вследствие только изгиба, равное
![]() , (9)
, (9)
где ![]() рабочей кромке накручивающего валика, d– диаметр накручиваемого провода.
рабочей кромке накручивающего валика, d– диаметр накручиваемого провода.
Усилие натяжения при этом равно произведению полученного напряжения на площадь поперечного сечения провода:
![]() =
=![]() . (10)
. (10)
Из соотношений (7), (8) и (10) становится возможным определение радиуса рабочей кромки накручивающего валика, он равен:

Осевое усилие прижима витков друг к другу, предупреждающее о![]() равно, как и при выполнении процесса накрутки [4], величине:
равно, как и при выполнении процесса накрутки [4], величине:
![]()
где Р – усилие накрутки при бандажировании, ![]() , измеряемый между плоскостью накрученного проводника, перпендикулярной оси вывода, и осью накрученного проводника. Из геометрических соотношений величина его равна:
, измеряемый между плоскостью накрученного проводника, перпендикулярной оси вывода, и осью накрученного проводника. Из геометрических соотношений величина его равна:
![]() (13)
(13)
здесь a и d- известные величины – длина меньшей стороны штыря-вывода и диаметр накручиваемого провода.
Ориентировочные расчеты показывают, что величина этого радиуса рабочей кромки накручивающего валика находится в допустимых границах. Сравнение величин радиусов для случая бандажирования и накрутки показывает, что радиус рабочей кромки накручивающего валика при бандажировании способом накрутки меньше радиуса рабочей кромки накручивающего валика для процесса накрутки. Этот вывод не противоречит действительному соотношению этих величин, так как условия формирования контакта при накрутке провода на острые кромки штыря-вывода и на круглый проводник вывода навесного элемента различны.
Число витков, необходимых для обеспечения качественного соединения, должно создавать кажущуюся поверхность контакта накручиваемого проводника с выводом навесного элемента не меньшую, чем площадь поперечного сечения проводника (некоторые авторы рекомендуют в 1,5 раза большую величину):
![]() (14)
(14)
здесь d-д![]() , h- величина внедрения вывода навесного элемента в проводник,
, h- величина внедрения вывода навесного элемента в проводник, ![]() проводника с выводом навесного элемента, f- поверхность контакта одного витка накручиваемого провода с выводом навесного элемента.
проводника с выводом навесного элемента, f- поверхность контакта одного витка накручиваемого провода с выводом навесного элемента.
Ориентировочный расчет числа витков, которые должны обеспечивать нужную поверхность контакта, по этому выражению дает величину, укладывающуюся в приведённые в технической литературе данные. Причем эти величины учитывают и контактно не эффективные числа витков [1].
Заключение. В работе получены на основе прогнозируемых величин деформаций (напряжений) основные расчетные параметры процесса бандажирования накруткой: радиус, определяющий напряжение натяжения при накрутке и качественный контакт накручиваемого провода с выводом навесного элемента и штыря-вывода и число витков. Принятое при прогнозировании напряжение (деформация) не противоречат общенаучным представлениям о связи напряжение-деформация с изменением физических свойств материала – электрического сопротивления. Эти результаты косвенным путём подтверждают расчеты по определению рабочего радиуса накручивающего инструмента и необходимого числа витков на выводе бандажируемого элемента. Использование приведённых расчетных зависимостей позволит улучшить качество и ускорить технологическую подготовку производства изделий.
Список литературы
1 Ковалев В.Г., Ковалев С.В., Коновалов В.А. Основные расчетные параметры электромонтажа методом накрутки // Технологии в электронной промышленности. 2008. № 8. С. 14-18.
2. Хольм Р. Электрические контакты : пер. с англ. М. Издательство иностранной литературы, 1961. 464 с.
3. Попов Е.А. Основы теории листовой штамповки. М.: Машиностроение, 1977. 278 с.
4. Ковалев В.Г., Ковалев С.В. Дефекты электромонтажа способом накрутки // Технологии в электронной промышленности. 2010. № 6. С. 24-28.
Публикации с ключевыми словами: физические основы, сходимость, оценка, соединение, электромонтаж, накрутка, результаты, расчетные данные, фактические результаты
Публикации со словами: физические основы, сходимость, оценка, соединение, электромонтаж, накрутка, результаты, расчетные данные, фактические результаты
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||