научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 05, май 2013
DOI: 10.7463/0513.0552162
УДК.621.791
Россия, МГТУ им. Н.Э. Баумана
Введение
Для диверсификации поставок российского природного газа в Европу и снижения зависимости поставщиков и покупателей от стран – транзитёров, в частности от Украины и Турции, создается проект газопровода «Южный поток». Его планируемая мощность – 63 млрд. кубометров газа в год. Подводный отрезок газопровода будет иметь протяжённость 900 км. Для обеспечения заданной производительности и подачи газа на расстояние 900 км между компрессорными станциями планируется использовать трубы диаметром 812,8 мм (320 дюймов), рассчитанные на давление 280 атм. (28,45 МПа). Трубы изготовлены из стали К65 с пределом текучести основного металла 555 МПа, зоны термического влияния 700 МПа, металла шва 520 МПа. Толщина стенки труб составляет 40 мм. Согласно нормативной документации ОАО «Газпром», при такой толщине стенки требуется проведение послесварочной термической обработки [1].
Термообработка сварных соединений проводится с целью снятия остаточных сварочных напряжений, а также выравнивания механических свойств по сечению сварного соединения. Есть основания предполагать, что она не является необходимой.
Во-первых, существует положительный опыт эксплуатации аналогичных газопроводов ОАО «Газпром» с толщиной стенки до 27,7 мм, строительство и ремонт которых осуществлены без послесварочной термообработки. Например, газопровод «Северный поток» был спроектирован по европейским нормам, согласно которым послесварочная термообработка требуется только при толщине более 50 мм.
Во-вторых, труба изготовлена из высокопрочной трубной стали, механические свойства которой получены с помощью контролируемой прокатки и охлаждения. Существует вероятность, что после термической обработки механические свойства основного металла только ухудшатся [2].
В-третьих, существуют работы, результаты которых показывают, что увеличение толщины стенки не всегда приводит к повышению уровня сварочных напряжений [3, 4].
Для оценки необходимости проведения термообработки после сварки нами было проведено сопоставление распределения остаточных сварочных напряжений в стенках труб толщиной 40,1 мм, для которой согласно нормативно – технической документации необходимо проведение термической обработки, и толщиной 27,7 мм, для которой послесварочная термообработка не требуется [1].
Проанализированы две технологии сварки кольцевых стыков труб с толщиной стенки 40,1 мм:
1) Ручная дуговая сварка электродами с основным видом покрытия (РД).
2) Комбинированная технология: корень шва – механизированная сварка проволокой сплошного сечения в среде углекислого газа методом STT, заполняющие и облицовочные слои шва – механизированная сварка порошковой проволокой в смеси газов (75%Ar и 25%CO2) сварочными головками М300 (STT+M300).
1. Моделирование
Расчет полей остаточных и эксплуатационных напряжений выполняли методом конечных элементов в научно – исследовательском программном комплексе (НИПК) «СВАРКА» [5], разработанном на кафедре «Технологии сварки и диагностики» МГТУ им. Н.Э. Баумана.
Причиной возникновения сварочных напряжений является воздействие тепловой «нагрузки» на металл. Таким образом, для определения полей сварочных напряжений необходимо определить поле температур в стенке трубы.
Процедура моделирования включает этапы:
· решение тепловой задачи;
· расчет структуры и твердости;
· расчет остаточных сварочных напряжений;
· расчет суммарных напряжений от сварки и эксплуатационной нагрузки.
В процессе решения тепловой задачи моделировали последовательную укладку валиков с учетом скорости сварки и временных интервалов между проходами. Значения параметров сварки соответствовали типовым технологическим процессам сварки стыков труб. Результатами решения тепловой задачи являются распределения температур и сварочные термические циклы.
К стыковому кольцевому соединению труб предъявляются требования по твердости основного металла и металла шва: 300 HV10 в ЗТВ и 280 HV10 в основном металле. Чтобы убедиться, что полученные значения твердости не превышают допустимых значений, необходимо проведение расчета фазового состава.
Расчет сварочных напряжений проводили в НИПК «СВАРКА» совместно с решением тепловой задачи. Расчет фазового состава проводили по программе MDF, в которую экспортировали сварочные термические циклы (СТЦ), полученные при решении тепловой задачи.
2.1. Построение геометрии
На первом этапе была построена геометрическая модель сварного соединения с разделкой кромок и смоделирована раскладка валиков.Вид геометрии разделки, реализованной в НИПК «Сварка», представлен на рисунке 1. Разделка выполнена согласно нормативной технологической документации [1].
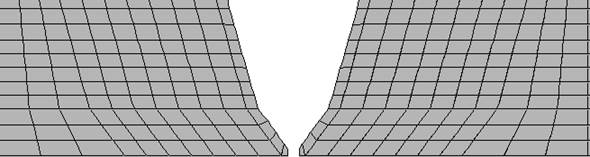
Рис. 1. Модель разделки кромок в НИПК «Сварка»
1.2. Результаты решения тепловой задачи
На рисунке 2 приведены результаты решения тепловой задачи при моделировании процесса сварки комбинированной технологией. Представлено распределение максимальных температур по толщине стенки трубы, которое позволяет оценить границы зоны проплавления основного металла.
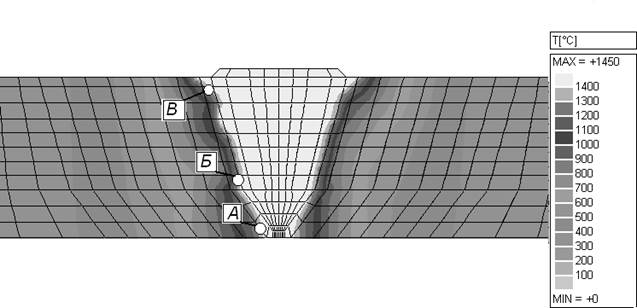
Рис. 2. Распределение максимальных температур при комбинированной технологии сварки
На рисунках 3 и 4 приведены сварочные термические циклы в корне шва для комбинированной технологии и для ручной дуговой сварки.

Рис. 3. Сварочный термический цикл в точке А при комбинированной технологии сварки
В обоих случаях температура между проходами не выходит за пределы, уставленные СТО «Газпром»: 50…250 ºС [1]. Кроме того, режимы сварки обеспечивают протекание процессов автоподогрева и автоотпуска.

Рис. 4. Сварочный термический цикл в точке А при ручной дуговой сварке
На рисунке 5 представлен характер изменения межслойной температуры в процессе сварки. Межслойная температура оказывает влияние на скорость охлаждения следующего валика, и ее повышение способствует образованию благоприятной структуры.

Рис. 5. Изменение межслойной температуры от времени сварки
(сплошная линия – комбинированная сварка, штриховая – ручная дуговая сварка).
1.3. Расчет твердости
Исходными данными для расчета являются химический состав свариваемой стали и сварочные термические циклы. Сварочные термические циклы для комбинированной технологии сварки без послесварочной термообработки приведены в разделе 2.2. Химический состав стали и эквиваленты содержания углерода приведены в таблице 2.1.
Таблица 2.1. Химический состав стали К65
Химический элемент | Массовая доля, %, не более |
Углерод (C) | 0,09 |
Марганец (Mn) | 1,90 |
Кремний (Si) | 0,35 |
Фосфор (P) | 0,012 |
Сера (S) | 0,006 |
Азот (N) | 0,008 |
Алюминий (Al) | 0,010-0,060 |
Никель (Ni) | 0,50 |
Молибден (Mo) | 0,30 |
Хром (Cr) | 0,30 |
Медь (Cu) | 0,30 |
Ванадий (V) | 0,10 |
Ниобий (Nb) | 0,08 |
Титан (Ti) | 0,03 |
Кальций (Ca) | 0,006 |
Cr+Ni+Cu | 1,00 |
V+ Nb+Ti | 0,15 |
CE (IIW) | 0,45 |
СЕ(Pcm) | 0,24 |
Результатов моделирования, представленные на рисунке 6, показывают, что при комбинированной технологии сварки твердость в зоне термического влияния не превышает допустимого значения, однако при ручной сварке она выходит за допустимые пределы (в точке В, см. рис. 2).
Объяснением этого является слабое протекание процесса автоподогрева при ручной дуговой сварке, приводящее к повышению скорости охлаждения и, как следствие – к росту твердости в ЗТВ.
Таким образом, для обеспечения заданных механических свойств по твердости ЗТВ при ручной дуговой сварке необходимы дополнительные технологические приемы.
Рис. 6. Распределение твердости по толщине стенки трубы после сварки (см. рис. 2) в сопоставлении с уровнем допустимых значений (1 – зона превышения допустимых значений твердости)
1.4. Результаты расчета напряжений
При сварке в результате расширения металла при нагреве и последующего его охлаждения в условиях жесткого закрепления возникают остаточные сварочные напряжения, близкие к пределу текучести. Для моделирования остаточных напряжений использована конечно–элементная модель сварного соединения.
В соответствии с технологией, перед пуском газопровода необходимо провести гидроиспытания с давлением 110% от рабочего давления. В работе были последовательно проведены расчеты остаточных сварочных напряжений, затем их взаимодействия с напряжениями от испытательной нагрузки и их взаимодействия с напряжениями от рабочего давления после проведения гидроиспытаний.
Сравнение вариантов технологии сварки проводили по состоянию после сварки и гидроиспытаний, при совместном действии остаточных сварочных напряжений и напряжений от рабочего давления. На рисунках 7 и 8 приведены распределения по толщине тубы продольных и кольцевых сварочных напряжений для стыков толщиной 40,1 мм, сваренных STT+M300, а на рисунках 9 и 10 - распределения сварочных напряжений продольных и кольцевых для стыков такой же толщины, сваренных РД. Оба эти технологии сварки были сопоставлены с базовым вариантом – ручной дуговой сваркой трубы с толщиной стенки 27,7 мм

Рис. 7. Сравнение распределения продольных напряжений по толщине стенки при эксплуатации для сварки STT+M300 толщины 40,1 мм и сварки РД толщины 27,7 мм

Рис. 8. Сравнение распределения кольцевых напряжений по толщине стенки при эксплуатации для сварки STT+M300 толщины 40,1 мм и сварки РД толщины 27,7 мм

Рис. 9. Сравнение распределения продольных напряжений по толщине стенки при эксплуатации для ручной дуговой сварки труб толщиной 40,1 мм и РДС сварки труб толщиной 27,7 мм

Рис. 10. Сравнение распределения кольцевых напряжений по толщине стенки при эксплуатации для ручной дуговой сварки труб толщиной 40,1 мм и РД сварки труб толщиной 27,7 мм
Результаты расчетов показывают, что уровень напряженного состояния в работающей трубе с толщиной стенки 40,1 мм для ручной и комбинированной технологии сварки без послесварочной термической обработки не превышает напряжений в трубе с толщиной стенки 27,7 мм.
2. Заключение.
На основании полученных результатов можно сделать вывод об отсутствии необходимости проведения послесварочной термической обработки кольцевого стыкового сварного соединения труб с толщиной стенки до 40 мм из стали класса прочности К65, предусмотренной в нормативной документации ОАО «Газпром».
Отмена термообработки сварного соединения, которая, согласно [1] проводится по режиму высокого отпуска с вдержкой до 60 минут при температуре 600-620 ºС, даст существенную экономию ресурсов и времени.
Результаты работы переданы в ОАО «ВНИИГАЗ», где намечена сварка контрольных стыков с учетом полученных рекомендаций с последующими механические испытаниями вырезанных из стыкового соединения образцов.
Проведенный анализ может быть применен для других аналогичных трубопроводов, а также для пересмотра отраслевых норм по проведению термообработки монтажных стыков труб.
Список литературы
1. СТО Газпром 2-2.2-136-2007. Документы нормативные для проектирования, строительства и эксплуатации объектов ОАО «Газпром». Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I. М.: ОАО "Газпром", 2007. 247 с.
2. Рыбнин В.В., Малышевский В.А., Хлусова Е.И., Орлов В.В., Шахпазов Е.Х., Морозов Ю.Д., Настич С.Ю., Матросов М.Ю. Высокопрочные стали для магистральных газопроводов // Вопросы материаловедения. 2009. № 3. С. 127-137.
3. Пономарева И.Н. Остаточные сварочные напряжения при многопроходной сварке стыков трубопроводов // Сварочное производство. 2009. № 1. С. 7-11.
4. Пономарева И.Н. Расчетное обоснование исключения послесварочной термической обработки стыков магистральных трубопроводов из высокопрочной стали класса Х80 большой толщины // Сварка и диагностика. 2009. № 4. С. 23-27.
5. Работа программного обеспечения метода конечных элементов на примере комплекса «СВАРКА» ; Моделирование упругопластического поведения материала в комплексе «СВАРКА» // Компьютерное проектирование и подготовка производства сварных конструкций: учеб. пособие для вузов / С.А. Куркин, В.М. Ховов, Ю.Н. Аксенов и др.; под ред. С.А. Куркина, В.М. Ховова. М.: Изд-во МГТУ им. Н.Э. Баумана, 2002. Гл. 2, разд. 2.3; 2.4. С. 83-109.
Публикации с ключевыми словами: сварка, магистральный газопровод, послесварочная термическая обработка
Публикации со словами: сварка, магистральный газопровод, послесварочная термическая обработка
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||