научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 04, апрель 2013
DOI: 10.7463/0413.0541432
УДК 621.787.4+621.923 :620.178.323.3
Россия, МГТУ им. Н.Э. Баумана
Абразивная чистовая обработка обеспечивает высокую точность размеров и геометрической формы деталей, заданную шероховатость их поверхности. Однако образующиеся при шлифовании в поверхностном слое растягивающие напряжения, отрицательно влияют на качество и эксплуатационные характеристики изделия [1 и др.]. Этот недостаток отсутствует при чистовой обработке деталей методами поверхностного пластического деформирования (ППД). Пластическое деформирование поверхностного слоя детали наряду со значительным уменьшением шероховатости поверхности повышают ее твердость, формирует, в отличие от шлифования, благоприятные сжимающие напряжения, в связи с чем является эффективным средством повышения срока службы деталей. Но способы упрочнения ППД имеют и свои недостатки. Так, для ППД требуются сравнительно большие контактные давления, что может вызывать отклонение от цилиндричности, появление конусности, овальности и других дефектов, например, на конце шейки вала образуется наплыв [2]. Отклонения от геометрически правильной формы поверхности, полученные на предшествующих операциях, при ППД не исправляются, а копируются. Это затрудняет применение способов ППД при изготовлении ответственных деталей машин высокой точности.
Эффективность шлифования можно значительно повысить, если применить комбинированный метод обработки, состоящий из двух последовательно выполняемых операций – деформационного упрочнения поверхности и шлифования. В этом случае предварительное упрочнение обеспечивает целенаправленное изменение свойств и состояния материала, благоприятное действие которых, как показывает опыт использования метода резания с опережающим пластическим деформированием (ОПД) [3, 4], должно проявиться и после финишной операции – шлифования. Такой технологический процесс строится на активном использовании принципа технологической наследственности [5].
В статье представлены результаты экспериментальных исследований комбинированного технологического процесса чистовой обработки поверхностей деталей «ППД– шлифование». Степень влияния механического упрочнения поверхностного слоя обрабатываемой заготовки на физико-механические свойства изделия и его эксплуатационные характеристики после шлифования оценивали по результатам сравнительных испытаний образцов на усталостную прочность, а также сопоставлением экспериментальных значений остаточных напряжений, шероховатости поверхностей и точности обработки.
Исследования проводили на стандартных, цилиндрических гладких образцах (рис. 1), выполненных из коррозионностойких, жаростойких сталей 12Х18Н10Т и ЭИ481 (37Х12Н8Г8МФБ).
В экспериментах использовали четыре группы образцов каждого материала, отличающиеся способами их изготовления и режимами обработки: образцы, подвергнутые ППД – обкатыванию роликом; образцы, обработанные шлифованием, и две группы образцов, подвергнутые комбинированному методу обработки «ППД – шлифование» при разных режимах обкатывания роликом.
Заготовки образцов были получены точением из прутков одной плавки. Прутки из стали 12Х18Н10Т прошли закалку с температурой нагрева 1100 °С и охлаждением в воде. Прутки из ЭИ481 термически обрабатывались по режиму: закалка с 1150 °С в воде и двухступенчатое старение при 670 °С (16 ч) и затем при 790 °С (16 ч); охлаждение на воздухе. Точение выполняли на станке мод. 1К62 без применения СОЖ с режимами: скоростью резания v = 0,83÷0,87 м/с, подачей S = 0,11 мм/об, глубиной резания на последнем проходе t = 0,3÷0,5 мм. Для повышения жесткости заготовок при точении и обкатывании использовали подвижный люнет. Применяли резцы, оснащенные пластинами твердого сплава Т15К6 (γ = 16°; α = 8°; φ = 45 °; φ1 = 15 °; r = 1,0 мм). Износ резцов по задней поверхности не превышал 0,2 мм. Параметр шероховатости поверхности образцов, обработанных точением, составлял Ra = 2,1 … 1,8 мкм (класс 6). Обкатывание выполнялось на станке мод. 1К62 роликом диаметром 40 мм с профильным радиусом 4 мм. Скорость обкатывания и осевая подача: v = 0,52÷0,55 м/с (n = 1000 мин-1), S0 = 0,11 мм/об. Необходимое давление ролика на образец обеспечивалось тарированной пружиной. Усилия обкатывания в экспериментах составляли 120 и 360 Н для стали 12Х18Н10Т, 300 и 900 Н – для ЭИ481. Усилия обкатывания 120 и 300 Н образцов из сталей 12Х18Н10Т и ЭИ481, соответственно, обеспечивали рекомендуемую для эффективного упрочнения глубину наклепанного слоя h = 0,35÷0,4 мм. Согласно [5] глубина наклепа выбирается в пределах 0,02 – 0,1 радиуса поперечного сечения упрочняемой детали. При обкатывании с усилиями 360 Н (12Х18Н10Т) и 900 Н (ЭИ481) глубина наклепа h достигает 0,62–0,7 мм, т. е. до 0,14 радиуса детали. Разные глубины наклепанного слоя позволяют оценить эффективность тех или иных режимов упрочнения после частичного удаления пластически деформированного слоя с поверхности заготовки последующим шлифованием. Параметр шероховатости поверхностей перед шлифованием составлял Ra = 0,23 … 0,19 мкм (класс 9б–9в).
Образцы шлифовали на круглошлифовальном станке 3А130 с продольной подачей на режимах: vкр ≈ 34 м/с; vдет= 7,8 м/мин; Sпоп = 0,0035 мм/дв. ход; Sпрод=4,4÷5,4 мм/об (ручная). Обработку проводили с обильным охлаждением содовым раствором абразивными кругами 37А20-ДСМ27К6 (ГОСТ 2424-83). Профиль круга выполнялся с учетом заданных радиусов галтелей образцов. Припуск на шлифование составлял 0,4 мм на диаметр. Окончательные размеры образцов после всех видов обработки показаны на рис. 1.
Усталостную прочность определяли на машинах типа МЦИ-3000 при чистом изгибе вращающихся образцов по ГОСТ 25.502-79. Пределы выносливости устанавливали на восьми-десяти образцах в каждой группе при базе испытаний 107 циклов.
На рис. 1 видно [6], что максимальный предел выносливости σ-1 достигается на образцах, обкатанных роликом (кривые 1), минимальный – на образцах, выполненных шлифованием (кривые 4). Применение перед операцией шлифования обкатывания поверхностей роликом (кривые 2, 3) может существенно повышать усталостную прочность обработанных шлифованием образцов. Степень влияния предварительного пластического деформирования на циклическую прочность шлифованных образцов определяется усилием обкатывания Р. Так, применение нагрузок, которые при поверхностном упрочнении деталей являются оптимальными, вызывает повышение σ-1 на 7-11 % (кривые 3). В то же время, увеличение давления на ролик в 3 раза и соответствующее увеличение глубины наклепанного слоя значительно повышает эффективность предварительного обкатывания; в результате усталостная прочность шлифованных образцов увеличивается до 28-42 % (кривые 2) и сравнительно мало отличается от прочности образцов, обкатанных роликом без последующего шлифования (кривые 1).
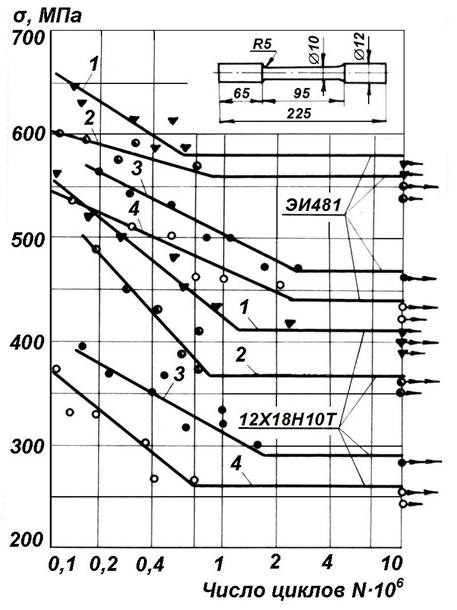
Рис. 1. Кривые усталостных испытаний образцов:
1 – накатывание роликом с усилием 120 Н (сталь 12Х18Н10Т) и 300 Н (сталь 37Х12Н8Г8МФБ); 2 – накатывание роликом 360 Н (12Х18Н10Т) и 900 Н (37Х12Н8Г8МФБ) с последующим шлифованием; 3 – накатывание роликом 120 Н (12Х18Н10Т) и 300 Н (37Х12Н8Г8МФБ) с последующим шлифованием; 4 - шлифование
Разную эффективность ППД можно объяснить особенностями распределения остаточных напряжений после шлифования в зависимости от режимов обкатывания образцов из сталей 12Х18Н10Т и ЭИ481 (рис. 2). Для исследования тангенциальных στ и осевых σо остаточных напряжений использовали цилиндрические заготовки с наружным диаметром 50 мм и внутренним 44 мм, из которых вырезали кольца шириной 10 мм и пластины длиной 75 мм и шириной 6 мм. Определение напряжений первого рода и вычисление их значений проводилось по методике Н.Н. Давиденкова [7].
При шлифовании часть упрочненного поверхностного слоя материала удаляется, что вызывает перераспределение внутренних напряжений в заготовке. Новое поле остаточных напряжений формируется при одновременном влиянии термомеханических условий шлифования. Если интенсивность и глубина области сжимающих остаточных напряжений (по оси h), полученных обкатыванием, мала, то возникающее после шлифования распределение тангенциальных и осевых напряжений (см. рис. 2, кривые 3, 4) не приводит к ожидаемому повышению качества поверхностного слоя. Более того, в тонком верхнем слое могут формироваться растягивающие остаточные напряжения. В то же время при повышенных усилиях обкатки (см. рис. 2, кривые 1, 2), вызывающих сравнительно большую глубину наклепа, остаточные напряжения сжатия не подавляются и обеспечивают высокие эксплуатационные свойства детали, например, предела выносливости σ-1.
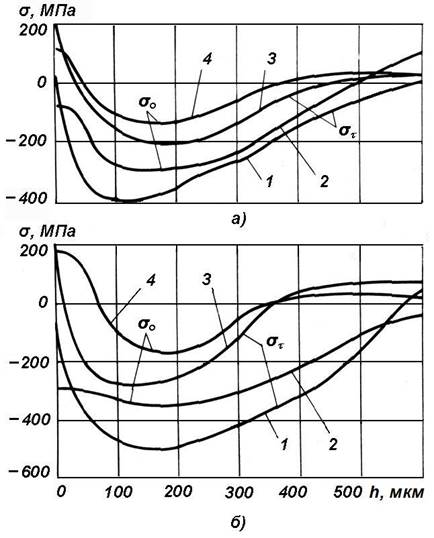
Рис. 2. Распределение тангенциальных στ и осевых σо остаточных напряжений в поверхностном слое по его толщине hобразцов из сталей:
а) 12Х18Н10Т: 1, 2 – Р = 360 Н; 3, 4 – Р = 120 Н;
б) 37Х12Н8Г8МФБ: 1, 2 – Р = 900 Н; 3, 4 – Р = 300 Н
Следовательно, рациональным выбором режимов обкатывания и условий шлифования можно регулировать величину и знак остаточных напряжения в деталях, т. е. добиваться оптимизации параметров комбинированного технологического процесса «ППД – шлифование».
Следует отметить, что шлифование обкатанных роликом образцов имеет тенденцию при эквивалентных с обычным шлифованием режимах обработки к снижению шероховатости поверхности, как это видно из представленной таблицы.
Результаты измерения шероховатости поверхности
Марка обрабатываемого материала |
Способ обработки | Шероховатость | |
Ra, мкм | Класс | ||
12Х18Н10Т | Шлифование Обкатка роликом (Р = 120 Н) – шлифование Обкатка роликом (Р = 360 Н) – шлифование. | 0,34
0,34
0,3 | 8в
8в
9а |
ЭИ481 | Шлифование Обкатка роликом (Р = 120 Н) – шлифование Обкатка роликом (Р = 360 Н) – шлифование | 0,3
0,18
0,18 | 9а
9в
9в |
Геометрические погрешности поверхностей образцов, полученных шлифованием и комбинированным способом обработки, примерно одинаковые и соответствуют в данном случае шестому квалитету точности по ГОСТ 25346-89 (ISO 286-1:1988).
Таким образом, комбинированный способ чистовой обработки, заключающийся в последовательном применении метода ППД и шлифования, не уступает по точности и шероховатости обработанных поверхностей изделиям, полученным обычным шлифованием, и одновременно позволяет существенно повысить ресурс работы изделия, его эксплуатационные характеристики.
Список литературы
1. Технологические остаточные напряжения / под ред. А.В. Подзея. М.: Машиностроение, 1973. 216 с.
2. Барац А.И. Поверхностное упрочнение деталей машин обкаткой роликами. Харьков: Металлургиздат, 1969. 120 с.
3. Ярославцев В.М. Способ обработки резанием с опережающим пластическим деформированием : а. с. 407648 СССР. 1974. Бюл. № 47.
4. Ярославцев В.М. Резание с опережающим пластическим деформированием: учеб. пособие по курсу «Перспективные технологии реновации» . М.: Изд-во МГТУ им. Н.Э. Баумана, 2010. 46 с.
5. Технологические основы обеспечения качества машин / К.С. Колесников, Г.Ф. Баландин, А.М. Дальский и др.; Под общ. ред. К.С. Колесникова. М.: Машиностроение, 1990. 256 с.
6. Ярославцев В.М. Повышение усталостной прочности деталей при упрочнении и последующем шлифовании // Вестник машиностроения. 1979. № 11. С. 40-41.
7. Давиденков Н.Н., Спиридонова Н.И. Анализ напряженного состояния в шейке образца // Заводская лаборатория. 1945. № 6. С. 583-593.
Публикации с ключевыми словами: шлифование, усталостное разрушение, остаточные напряжения, комбинированный способ обработки, поверхностное пластическое деформирование, качество (шероховатость) поверхности
Публикации со словами: шлифование, усталостное разрушение, остаточные напряжения, комбинированный способ обработки, поверхностное пластическое деформирование, качество (шероховатость) поверхности
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||