научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 11, ноябрь 2012
DOI: 10.7463/1112.0469389
УДК.62-973
Россия, МГТУ им. Н.Э. Баумана
bambora@bk.ru
Введение
Криокулеры Гиффорда-Макмагона (GM-криокулеры) находят все большее применение в различных отраслях науки и техники, где необходимо получать температуры ниже 10 К. Сегодня они используются в криогенных установках, охлаждающих сверхпроводящие магниты и высокочувствительные датчики, в крионасосных установках и т.п. Однако минимально достижимая температура в GM-криокулерах ограничена удельной теплоемкостью свинцовых шариков, применяемых в качестве материала регенератора. Более или менее эффективно свинцовые регенераторы позволяют работать до температур порядка 10 К. Получение более низких температур крайне неэффективно с точки зрения энергозатрат.
С момента создания GM-криокулеров было предпринято большое число попыток понизить минимально достижимую температуру и увеличить холодопроизводительность криокулера в температурном диапазоне 4 К-10 К.
Лидерамивизучениирегенераторовкриокулеровявляются: Япония (Tsukuba Magnet Laboratory,National Institute for Materials Science, Oshima National College of Maritime Technology), Канада (Institute for Integrated Energy Systems University of Victoria), США (Chesapeake Cryogenics Inc.Annapolis).
Целью статьи является обобщение и анализ результатов, полученных в исследовательских центрах Японии, США и Канады, что позволит инженерам, работающим с криокулерами данного типа, создавать конструкции, наиболее полно отвечающие требованиям заказчиков.
На сегодняшний день основными способами улучшения характеристик криокулеров Гиффорда-Макмагона являются:
- применение альтернативных материалов, обладающих большей теплоемкостью при низкой температуре, чем свинец;
- применение многослойных регенераторов;
- изменение формы и размеров частиц материала регенератора.
Кроме того, на холодопроизводительность GM-криокулеров можно повлиять изменением расширительного объема второй ступени, оптимизацией фаз газораспределения, варьированием тактовой частоты работы машины и даже изменением пространственного положения криокулера относительно сил гравитации.
В качестве экспериментальных установок для изучения эффективности GM-криокулеров в исследовательских лабораториях применяют, как правило, двухступенчатый криокулер Гиффорда-Макмагона, в котором регенератором первой ступени служат свинцовые шарики (иногда с медной сеткой), а регенератор второй ступени заполняется исследуемыми материалами (рис. 1).
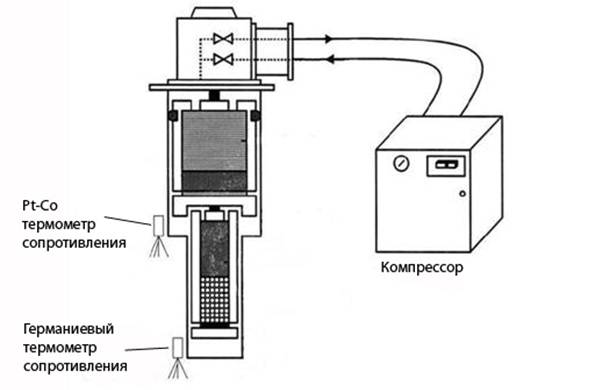
Рис. 1. Схема экспериментальной установки
1. Альтернативные материалы регенераторов
В качестве материалов регенератора второй ступени исследователи предлагают сегодня следующие материалы:
- HoCu2;
- GdAlO3 (GAP) [1];
- Gd2O2S (GOS) [1], [2];
- сплавы редкоземельных металлов с переходными металлами (Er1-xDyx)Ni2 и Er(Ni1-xCox) [3];
- системы типа (GdxTb1-x)2O2S (GTOS) для температурного уровня 6 К-10 К [1];
При выборе материала необходимо учитывать такие показатели, как удельная теплоемкость, намагниченность и теплопроводность.
1.1 Удельная теплоемкость
На рис. 2 и 3 представлены зависимости удельной объемной теплоемкости материалов от температурного уровня.
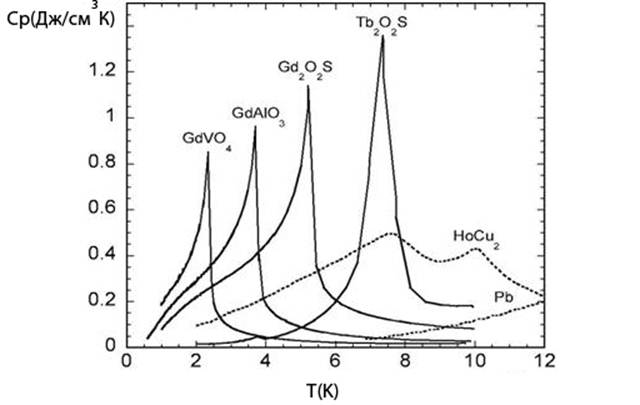
Рис. 2. Зависимость удельной теплоемкости от температуры для GAP, GOS, Pb и HoCu2 [1]
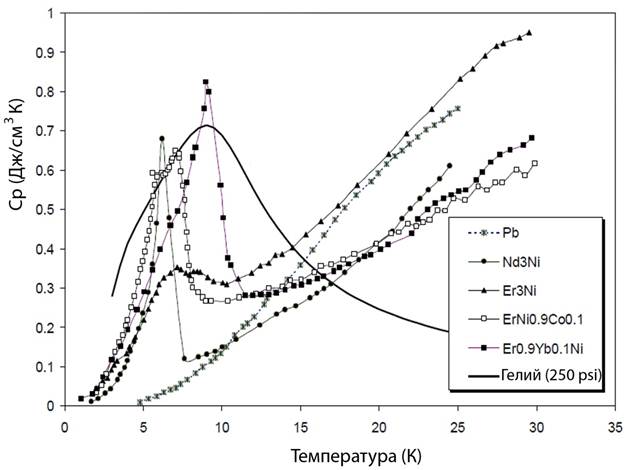
Рис. 3. Зависимость удельной теплоемкости от температуры для сплавов редкоземельных металлов [4].
Очевидно, что чем большей удельной теплоемкостью обладает материал, тем эффективнее работает регенератор. Из рис. 2 видно, что, например, в диапазоне температур 7 К-8 К рационально применять Tb2O2S, а в диапазоне 3,5 К-4 К предпочтение стоит отдать уже соединению GdAlO3.
Совместное использование данных соединений приводит к повышению холодопроизводительности. Применение многослойного регенератора Er3Ni/Er0,9Yb0,1Ni позволило получить 1,5 Вт холода на уровне 4,2 К (лаборатория Сато) [5]. Масса материалов регенератора составила: Er3Ni – 500 г, Er0,9Yb0,1Ni – 500 г. В лаборатории Такаши увеличили расширительный объем и использовали разделительные экраны между слоями, что позволило добиться холодопроизводительности 2,2 Вт на уровне 4,2 К [6].
1.2 Намагниченность
Данный показатель очень важен для материалов, используемых в криокулерах, т.к. GM-криокулеры применяются для охлаждения сверхпроводящих магнитов. Намагниченный материал регенератора, помещенный в магнитное поле, создает магнитные шумы. Магнитный материал, двигаясь возвратно-поступательно с вытеснителем, подвергается воздействию магнитных сил, что может серьезно повлиять на надежность вытеснителя.
На рис. 4 показана зависимость намагниченности от температуры в поле 1 Т, полученная в TsukubaMagnetLaboratory[7]. Намагниченность GOS составляет приблизительно 40 % от намагниченности HoCu2, что позволяет рассматривать GOS как наиболее перспективный материал регенератора.
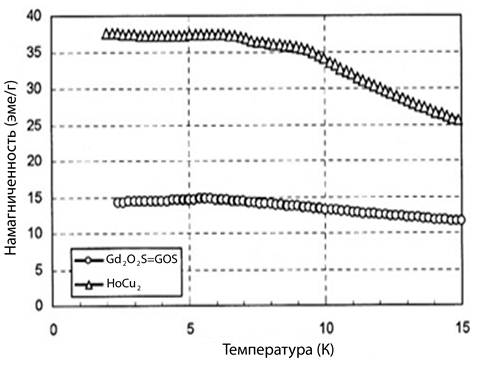
Рис. 4. Зависимость намагниченности от температуры для GOS и HoCu2
1.3 Теплопроводность
При впуске и выпуске гелия материал регенератора обменивается с ним теплом. Эффективность теплообмена зависит от теплопроводности. Материал регенератора, обладающий большой теплопроводностью, позволяет обеспечить более глубокое проникновение теплоты, что увеличивает эффективность регенератора.
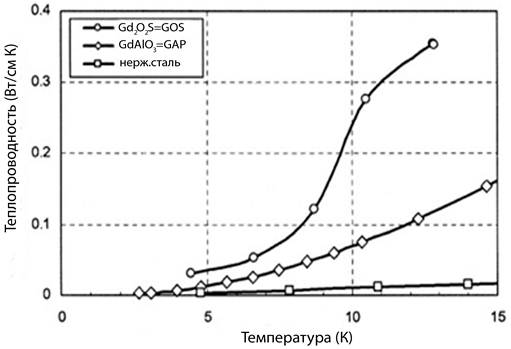
Рис. 5. Сравнение теплопроводности GAP, GOS и нержавеющей стали
На рис. 5 показана зависимость теплопроводности от температуры (TsukubaMagnetLaboratory) [7]. Теплопроводность GOS в диапазоне 4 К-10 К в 4-20 раз больше, чем у нержавеющей стали и GAP.
2. Применение многослойных регенераторов
Для изучения многослойных регенераторов исследователи из японской лаборатории TsukubaMagnetLaboratory в своих опытах применили совместно GOS, HoCu2 и Pb [7].
Расположение слоев в регенераторе приведено на рис. 6.
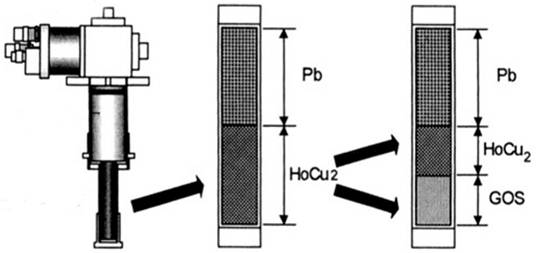
Рис. 6. Схема слоев регенератора
В теплую часть регенератора помещены свинцовые шарики, в холодную часть - HoCu2. Для предотвращения смешивания материалов они отделены специальной подложкой.
Количество Pb в эксперименте не менялось, ученые лишь замещали часть HoCu2 на GOS. Объемное отношение HoCu2/GOS определяется как R=GOS/( HoCu2+GOS).
На рис. 7 представлена зависимость холодопроизводительности второй ступени регенератора от объемного отношения на температурном уровне 4,2 К для рабочих частот 50 Гц и 60 Гц (TsukubaMagnetLaboratory) [7].

Рис. 7. Зависимость холодопроизводительности второй ступени регенератора от объемного отношения
Начальная холодопроизводительность (при R=0, т.е. 100% HoCu2) оставила 1,22 Вт (при 50 Гц) и 1,19 Вт (при 60 Гц) на уровне 4,2 К. Максимальная холодопроизводительность наблюдалась при R=0,5 и составила 1,36 Вт (при 50 Гц) и 1,29 Вт (при 60 Гц), т.е холодопроизводительность увеличилась на 10 %. Но при R=0,25 холодопроизводительность была меньше, чем при R=0. Уменьшение холодопроизводительности происходило и при R>0,5, что объясняется быстрым уменьшением удельной теплоемкости GOS при температурах выше 5,2 К.
3. Надежность материала регенератора
Основным недостатком интерметаллических соединений является их хрупкость, что накладывает существенные ограничения на их практическое применение. При работе машины регенератор подвергается периодически изменяющимся силам давления, что может привести к разрушению материала регенератора. Основной причиной разрушения частиц регенератора при работе машины является их движение друг относительно друга. Образовавшийся в результате этого порошок с размерами частиц менее 40 мкм будет засорять элементы машины. В частности, серьезно пострадают скользящие уплотнения, клапанный механизм и другие чувствительные к загрязнению элементы. Наличие микрочастиц вне регенератора будет создавать паразитное тепло в результате увеличения трения. Также загрязнение приведет к увеличению падения давления в регенераторе и сократит поток газа, поступающего в расширительное пространство.
Одним из решений проблемы является использование частиц сферической формы. Это позволяет существенно снизить опасность образования порошка, т.к. они выдерживают большие механические нагрузки без разрушения.
Для исследования надежности GOS в лаборатории TsukubaMagnetLaboratory [7] криокулер запустили на рабочей частоте 60 Гц. После 670 часов работы машины исследователи извлекли GOS из второй ступени регенератора и взвесили материал. Вес материала совершенно не отличался от его веса при засыпке. Т.е. разрушения материала не произошло, и он не попал в проточную часть из вытеснителя. На рис. 8 показана поверхность частиц GOS до и после испытаний. Поверхность частиц осталась полированной.
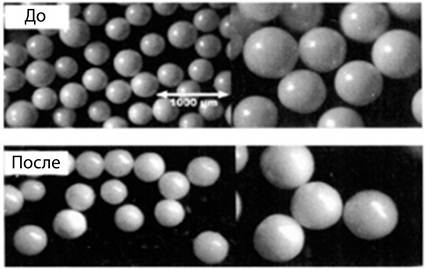
Рис. 8. Поверхность частиц GOS
Но производство сферических частиц размерами 100…400 мкм достаточно дорогой процесс, который требует сложного оборудования.
Мерида и Барклай [4] разработали технологию создания монолитных регенераторов. Для получения интерметаллида применяют простую дуговую сварку. Далее материал измельчают и получают бесформенные частицы с эффективным диаметром порядка 200…300 мкм. Затем эти частицы загружают в полость регенератора и заливают раствором эпоксидной смолы (способной работать при криогенных температурах) в толуоле. Так как количество смолы очень незначительно, то она не оказывает существенного влияния на пористость материала. Минимальная температура, которую получили в экспериментах с монолитными регенераторами, составила 3,42±0,5 К.
В 2007 году опубликована работа, в которой в качестве материала регенератора были применены многослойные частицы, внутренний слой которых состоял из (Gd0,1Tb0,9)2O2S,а внешний – из Tb2O2S (рис. 9а). При этом удалось достичь холодопроизводительности 1,15 Вт на температурном уровне 4,2 К [1].
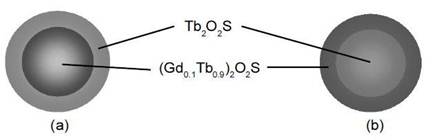
Рис. 9. Двухслойные частицы
На рис. 10 показаны экспериментальные результаты, полученные в Японии Нумазавой и Сато [1], для двухслойных частиц (Gd0,1Tb0,9)2O2S+Tb2O2S в сравнении с однослойными частицами из (Gd0,1Tb0,9)2O2S и из Tb2O2S. Средний диаметр частиц 0.25 мм. Кривая теплоемкости для двухслойных частиц имеет два максимума, соответствующих материалам слоев. Механические свойства прочности и твердости двухслойных частиц аналогичны свойствам других керамических материалов, используемых в регенераторах.

Рис. 10. Экспериментальные данные для двухслойных частиц
Исследователи также рассмотрели другой вариант двухслойных частиц (рис. 9b), в которых поменяли слои местами. Но здесь возникли некоторые проблемы. Дело в том, что для изготовления двухслойных частиц ученые применяли горячий изостатический пресс (HIP). При такой технологии температура тепловой обработки внешнего слоя должна быть больше температуры обработки внутреннего слоя. Температура обработки Tb2O2S выше, чем у (Gd0,1Tb0,9)2O2S, т.к. максимум теплоемкости Tb2O2S выше, чем у (Gd0,1Tb0,9)2O2S (рис. 10). Это обстоятельство не позволило исследователям создать частицы с внешним слоем из (Gd0,1Tb0,9)2O2S (рис. 9b).
Заключение
Выбор материала регенератора зависит в первую очередь от области применения криокулера. Если криокулер работает под действием сильных магнитных полей, то в качестве потенциального материала регенератора следует рассматривать материалы GOS, обладающие невысокой намагниченностью в температурном диапазоне 7 K-8 К. Несмотря на это материалы GOSуступают соединениям GTOSпо такому важному показателю, как объемная теплоемкость, на том же температурном уровне. Но если рассматривать другой температурный диапазон, то ситуация совершенно иная. Таким образом, перспективно использование многослойных регенераторов. В этом случае становится возможным расположить слой материала на том температурном уровне, где его свойства наиболее выгодны с точки зрения выходных характеристик криокулера.
Что касается надежности используемых материалов, то безусловным лидером здесь являются керамические регенераторы. Применение технологий монолитных регенераторов и регенераторов с многослойными частицами позволяет повысить надежность и долговечность машины.
Список литературы
1. Numazawa T., Kamiya K., Hiratsuka Y., Satoh T., Nozawa H., Yanagitani T. Cooling Performance of Multilayer Ceramic Regenerator Materials // Cryocoolers 14. New York: Kluwer Academic/Plenum Publishers, 2007. P. 367-372.
2. Numazawa T., Satoh T. Cooling Performance of a Small GM Cryocooler with a New Ceramic Magnetic Regenerator Material // Cryocoolers 12. New York: Kluwer Academic/Plenum Publishers, 2002. P. 397-402.
3. Gschneidner K.A., Jr., Pecharsky A.O., Pecharsky V.K. Low temperature cryocooler regenerator materials // Proc. of the 12th International Cryocooler Conference, June 18-20, 2002, Boston, MA, Paper No.13. 2002. P. 1-9.
4. Merida W., Barclay J. Monolithic Regenerator Technology for Low Temperature (4 K) Gifford-Mcmahon Cryocoolers // Adv. in Cryogenic Engineering. 1998. Vol. 43. P. 1597-1604.
5. Satoh T., Onishi A., Li R., Asami H., Kanazawa Y. Development of 1.5W 4K GM Cryocooler with Magnetic Regenerator Material // Adv. iIn Cryogenic Engineering.1995. Vol. 41B. P. 1631-1638.
6. Takashi I., Masashi N., Kouki N.and Hideto Y. Development of 2W 4 K Gifford-MacMahon сycle Cryocooler // Cryocoolers 9. New York: Plenum Press, 1997. P. 617-626.
7. Ikeya Y., Li R. Improvement of 4K GM Cooling Performance with a New Regenerator Material // Cryocoolers 12. New York: Kluwer Academic/Plenum Publishers, 2002. P. 403-410.
Публикации с ключевыми словами: криокулер, криогенная техника, Гиффорд-Макмагон, материалы регенератора
Публикации со словами: криокулер, криогенная техника, Гиффорд-Макмагон, материалы регенератора
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||