научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
#9 сентябрь 2004
УДК 681.3.06:658.012.2
А.Н. Иншаков, канд. техн. наук, НИИ «Дельта»,
С.А. Иншаков, НТЦ «Система»
Допусковый анализ при проектировании сложных технических систем
Рассмотрим метод решения допусковых задач для этапа проектирования, позволяющий создавать системы допускового анализа широкого применения. Метод оптимизации допусков разработан применительно к проектированию электронных схем, создан образец программной системы. Использование программного подхода дает возможность существенно сократить число грубых ошибок при определении допусков на параметры изделий и тем самым сократить и удешевить отработку их технологии, снизить себестоимость изготовления за счет рационального выбора норм отбраковки.
Формальным результатом проектирования сложных технических систем, к числу которых относятся современные интегральные схемы, являются номинальные значения параметров элементов, входящих в такую систему, и допуски на эти параметры.
После установления номинальных значений разработчик должен определить допустимые диапазоны изменения параметров элементов. Обычно эта задача решается с использованием метода статистических испытаний и/или расчета на наихудший случай. И та, и другая возможности предоставляются, как правило, средствами САПР. Существуют они и в системе расчета электронных схем PSIPICE. Фактически, это проведение поверочного расчета по допускам, где в качестве начальных приближений задаются конкретные технологические разбросы параметров элементов.
Считается, что если поле допусков лежит внутри области работоспособности, то процесс проектирования успешно завершен, и изделие можно передавать в производство. Поскольку определенные на стадии проектирования допуски в дальнейшем используются как критерии отбраковки на контрольных операциях при изготовлении изделий, то они будут определять эффективность процесса производства. Получение приемлемых (с традиционной точки зрения) допусков не обеспечивает наилучшей эффективности процесса изготовления спроектированного изделия и требует оптимизации допусков на параметры элементов. К сожалению, на сегодняшний день методы решения задач оптимизации допусков отсутствуют, а отдельные попытки создания таких методов [1-8] носят частный характер и не могут быть использованы при проектировании широкого круга сложных объектов.
Настоящая работа посвящена созданию методов решения задач оптимизации допусков и программной реализации системы допускового анализа при проектировании.
1. Общие предпосылки допускового анализа
Любую сложную техническую систему можно представить как иерархическую последовательность уровней детализации. При проектировании системы происходит логическое движение по уровням, начиная с наиболее общих к наиболее конкретным. Основу такого логического движения составляет разработка технических требований для каждого уровня, исходя из заданных на более высоком уровне требований.
На каждом уровне техническая система может быть охарактеризована некоторым набором параметров. Поэтому переход на более высокий уровень можно представить как преобразование (как правило, нелинейное) одного набора параметров в другой.
За основу наших рассуждений возьмем некоторый элемент технической системы, связывающий два уровня детализации — двухуровневую техническую систему (рис. 1).
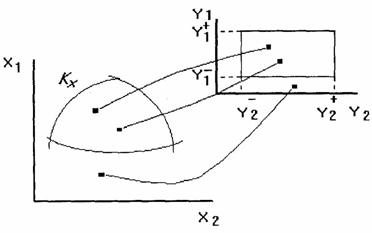
Рис. 1. Элемент технической системы
Основой такого системного элемента является преобразование набора параметров более низкого уровня Х, являющихся результатом существования другого системного элемента, в набор характеристик более высокого уровня Y. Все параметры и факторы, необходимые для получения вектора Y из реального процесса или определения его с помощью математической модели и не принадлежащие набору Х, обозначим как вектор воздействий Z.
Обычно технические требования к выходным характеристикам задаются в виде интервала [Y-,Y+]:
 (1)
(1)
где k — число выходных параметров.
И входные, и выходные параметры образуют два пространства, причем часть пространства Y, которая удовлетворяет условиям (1), называют областью работоспособности Ky. Очевидно, что в пространстве Х будет существовать отображение области работоспособности. Обозначим его как Kx (рис. 2).
Рис. 2 Отображение области работоспособности в пространстве входных параметров
Столь однозначная ситуация, когда конкретной точке в пространстве Х соответствует единственное значение Y, характерна для процесса проектирования, где используются детерминированные модели Y=Y(X,Z).
Обычно задача определения допусков на параметры Х ставится таким образом, чтобы построить некоторый гиперпараллелепипед D, для каждой точки которого гарантировалось бы попадание соответствующих точек Y (траектории на рис. 2) в область работоспособности Ky. Иными словами необходима замена Kxна D.
2. Критерии эффективности замены области работоспособности на поле допусков D.
Традиционно [2-8] такая задача ставится как задача вписывания в область Kx гиперпараллелепипеда D, имеющего максимальный объем.
Взглянем на проблему замены области Kx на D (проблему аппроксимации) с иной точки зрения.
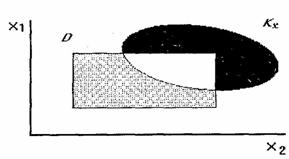
Рис. 3. Образование потерь при замене Kx на D
Рассмотрим вариант взаиморасположения Kx и некоторого гиперпараллелепипеда D (рис. 3), используемого в качестве критерия забракования объектов с параметрами Х.
В этом случае образуются два типа областей:
 и
и
 характеризующих
потери. Первый тип потерь — это забракование потенциально годных объектов, так
как их характеристики
характеризующих
потери. Первый тип потерь — это забракование потенциально годных объектов, так
как их характеристики
 ,
но не принадлежат полю допусков D.
Второй тип потерь — это пропуск потенциального брака в дальнейшую обработку (допустим
сборка кристаллов в корпуса при изготовлении ИС).
,
но не принадлежат полю допусков D.
Второй тип потерь — это пропуск потенциального брака в дальнейшую обработку (допустим
сборка кристаллов в корпуса при изготовлении ИС).
Изменяя границы поля допусков D таким образом, чтобы уменьшить потери первого типа, мы увеличиваем потери второго типа, а при уменьшении второго типа потерь — увеличиваем первый.
Строго говоря, традиционное решение допусковой задачи как
задачи вписывания D
в область Kx
нельзя признать удовлетворительным, так как даже незначительное увеличение
потерь
может
существенно сокращать потери
(рис.
4).
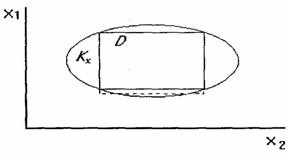
Рис. 4. Возможность сокращения потерь
Поэтому задачу назначения допусков необходимо решать как задачу поиска компромисса между двумя видами потерь. Будет ли поле допусков D вписанным в область Kx описанным вокруг нее или каким-либо другим — это будет результатом решения задачи, а не заранее декларированной целью, как это делалось до сих пор.
Определим теперь количественные характеристики потерь. Обозначим как α (по аналогии с ошибкой первого рода) вероятность того, что потенциально годный объект будет отбракован:
 .
.
где р (Х) — плотность распределения вероятности величины Х; М— область распределения параметров Х.
По аналогии с ошибкой второго рода вероятность того, что будет пропущен потенциально негодный по параметрам объект, определим как
 .
.
Очевидно, что для аналитического определения величин α и β существуют практически непреодолимые трудности, связанные с тем, что надо знать аналитическое описание границы области Kx и аналитический вид функции распределения плотности вероятности p(X).

Рис 5. Определение характеристик потерь
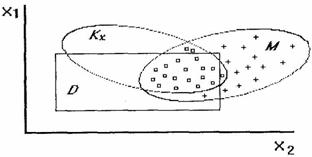
Рис. 6 Определение характеристик потерь с использованием метода Монте-Карло
Для решения такого сорта задач широко используется метод статистических испытаний — метод Монте-Карло, достоинства и недостатки которого широко известны.
Таким образом, имея пары векторов Х и Y, полученных или при расчетах в проектировании, или из наблюдений за конкретным процессом*, всегда можно по значениям Y определить принадлежность соответствующих Х к области К. Это означает, что набор точек в пространстве Х можно расклассифицировать и поставить каждой точке в соответствие признак «годен» («□» на рис. 6) или «не годен» («+» на рис. 6). Тогда ситуация изображенная на рис. 5, будет выглядеть, как показано на рис.6. Оценки α и β могут быть получены из выражений (2) и (З):
 ;
(2)
;
(2)
 ;
(3)
;
(3)
где Nr общее число классифицируемых как «годные». Объектов; ND — число точек (объектов), попавших в область (поле допусков) D.
Очевидно, что если мы сможем любому полю допусков D поставить в соответствие [(2) и (З)] характеристики потерь α и β можно сформулировать задачу назначения эффективных допусков. Отметим, что полностью ликвидировать потери (α = 0 и β = 0) можно лишь в том случае, когда область KX имеет форму гиперпараллелепипеда. В остальных случаях (те. практически всегда) мы имеем задачу с двумя противоречивыми критериями и следовательно, необходимо искать некоторый обобщенный критерий для оценки эффективности решения допусковой задачи.
3. Постановка задачи назначения допусков
Поскольку эффективность допусков всегда связана с вероятностью попадания объектов в область работоспособности, т.е. с процентом выхода годных, то рас смотрим структуру потоков объектов в системном элементе.
Структура потоков в системном элементе. Системный элемент целесообразно рассматривать как некоторый технологический блок, поскольку создание изделия с выходными характеристиками Y требует определенных технологических действий (например, сборки интегральной схемы в корпус). Как любая часть технологического процесса, технологический блок начинается и заканчивается контрольной операцией (рис. 7).
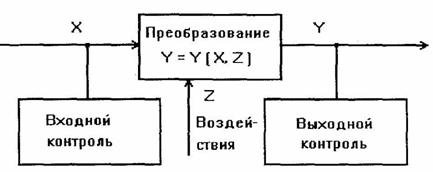
Рис. 7. Системный элемент в виде технологического блока
Известно, что результатом контрольной операции (здесь мы рассматриваем только параметрический контроль) является отбраковка части объектов, в то время как оставшиеся объекты пропускаются для дальнейшей обработки. Тогда структуру потоков для технологического блока можно представить, как это сделано на рис. 8.
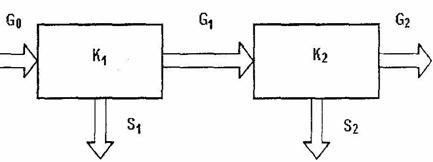
Рис. 8. Потоки объектов в технологическом блоке:
G0- входной поток объектов; G1 — поток обрабатываемых объектов; G2 выходной поток; K1, K2 — контрольные операции; S1, S2 — потоки отбракованных объектов
Потоки G0, G1, S1 представляют собой смеси потоков (рис. 9) потенциально годных объектов (параметры которых принадлежат области К) и потенциально бракованных объектов (параметры которых не принадлежат области К).
Отметим, что отсутствие составляющих U2 и H2 на рис.9 связано с тем, что область работоспособности для операции K2 является гиперпараллелепипедом, полностью совпадает с полем допусков и, следовательно, на этой операции не могут быть отбракованы потенциально годные объекты (U2=0) и пропущены потенциально негодные (H2=0).

Рис. 9. Составляющие потоков в технологическом блоке:
F и H составляющие потоков D (потенциально годные и потенциально негодные соответственно); U и R. — составляющие потоков S (потенциально годные и потенциально негодные соответственно)
Согласно рис. 5, имеем
где B0 — доля потенциально негодных объектов из потока G0.

На операции K1 отбраковывается часть потока потенциально годных объектов:
Для потоков потенциально негодных объектов введем соотношение H1=γ1H0 где γ1 легко определяется аналогично β1:
Тогда
 далее
далее

 ,
так как, α = 0;
,
так как, α = 0;
R2 = G0 B0 γ1 (1- γ1);
F2 = G0(1-B0) (1- α1) (1- α2) = F1
H2 = G0 B0 γ1 γ2 = 0, так как γ2 = 0.
Целесообразно схему потоков представить в ином виде (рис. 10). Вообще говоря, такую схему удобно рассматривать как вероятностную схему движения отдельного объекта (рис. 10, б).
Необходимо отметить особенность технологического блока, рассмотренного выше. Из рис. 10 и соотношений для потоков видно, что потоки годных и негодных объектов не перемешиваются. Иначе говоря, предполагается, что в результате прохождения технологического блока объекты из потенциально годных не становятся негодными и наоборот. Конечно же, такое допущение, как правило, не действует в реальной технологии. Однако при проектировании (расчетах с помощью детерминированной модели) заданному набору Х соответствует определенное значение выходных характеристик Y, поэтому предположение относительно неперемешивающихся потоков можно считать справедливым.
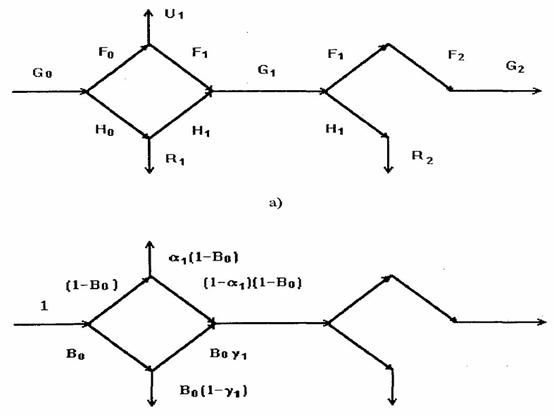
Рис. 10. Схема потоков:
а — условное представление составляющих потоков; б — вероятностная схема движения отдельного объекта.
Для учета реальной технологии необходим несколько иной подход, на котором здесь останавливаться не будем.
Критерии эффективности решения допусковых задач. Задача повышения процента выхода годных. Поскольку эффективность любого технологического процесса связана с процентом выхода годных (ПВГ), то можно поставить задачу его повышения. Однако решение этой задачи тривиально и не требует тонкого анализа ситуации. Так как (рис. 10, а)
то максимум ПВГ будет в том случае, когда F1 = F0, т.е. если U1 = 0 или α1 = 0. Это означает, что допуски на операции K1 следует выбрать таким образом, чтобы D содержало KX. (рис. 11).
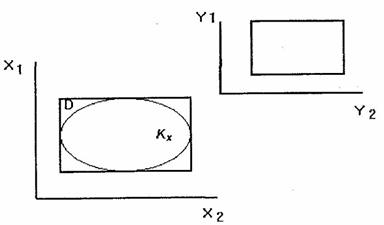
Рис. 11 Решение задачи повышения ПВГ
Задачу повышения ПВГ нельзя считать единственным подходом к решению допусковой задачи. Более того, он обладает определенными недостатками. Главный из них тот, что если технологические преобразования между операциями K1 и K2 имеют большую стоимость (как это происходит на операциях сборки ИМС, составляющих до 90 % стоимости схемы), то обрабатывать большой поток потенциального брака H1 который в дальнейшем на операции K2 будет отбракован, экономически нецелесообразно. Возвращаясь к примеру сборки ИМС это означает, что потенциально негодные кристаллы будут собираться в дорогостоящие корпуса, часто содержащие драгоценные металлы, а затем выбрасываться. Следовательно, более целесообразно ставить задачу снижения себестоимости. Схема потоков, соответствующая решению задачи повышения ПВГ, представлена на рис. 12.
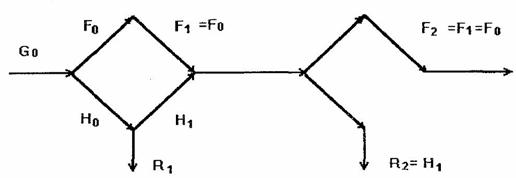
Рис. 12. Схема потоков для решения задачи ПВГ
Задача снижения себестоимости. Обозначим стоимость обработки (или покупки) единичного объекта до i-й контрольной операции включительно как С (см. рис. 8, 9). Тогда общая стоимость будет:
Себестоимость же будет:

Учитывая, что α2 и γ2 равны нулю, далее по тексту опустим индексы α1 и γ1
Поскольку контрольная операция K1 характеризуется допусками, которым соответствуют параметры α и γ (γ — своеобразный аналог β), можно ставить экстремальную задачу:
 (4)
(4)
Сформулированная задача требует дополнительного анализа, поскольку α и γ не являются независимыми и не могут подбираться отдельно друг от друга при решении упомянутой экстремальной задачи. Следовательно, необходимо искать зависимость γ (α) или α (γ). Для определенности будем искать зависимость между характеристиками потерь в виде γ (α). Тогда окончательная формулировка задачи (4) будет
 (5)
(5)
Анализ взаимосвязи между характеристиками допусков. Ограниченный объем статьи не позволяет дать подробное описание анализа. Обозначим наиболее важные моменты.
Рассмотрим взаиморасположение некоторых замечательных в своем роде полей допусков и области работоспособности K (рис. 13).
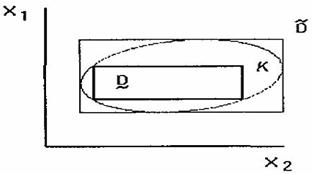
Рис.13. К анализу взаимосвязи характеристик допусков
Введем некоторые обозначения.
Обозначим как
 все
поля допусков, которые содержат в себе область
K
Очевидно, что γ у этих гиперпараллелепипедов
все
поля допусков, которые содержат в себе область
K
Очевидно, что γ у этих гиперпараллелепипедов
 отличаются
от нуля. Однако существует единственный среди
гиперпараллелепипед,
у которого
отличаются
от нуля. Однако существует единственный среди
гиперпараллелепипед,
у которого
 будет
минимально. На рис. 13 такой гиперпараллелепипед обозначен как
будет
минимально. На рис. 13 такой гиперпараллелепипед обозначен как
 . Аналогично,
среди содержащихся в области
K,
существует единственный гиперпараллелепипед, у которого
. Аналогично,
среди содержащихся в области
K,
существует единственный гиперпараллелепипед, у которого
 будет
минимально. На рис. 13 такой гиперпараллелепипед обозначен как
будет
минимально. На рис. 13 такой гиперпараллелепипед обозначен как
 .
Видно, что
.
Видно, что
 —
это описанный гиперпараллелепипед, для которого потери γ будут минимальны, а
—
это гиперпараллелепипед максимального объема, вписанный в область
K,
для которого потери α будут минимальны.
—
это описанный гиперпараллелепипед, для которого потери γ будут минимальны, а
—
это гиперпараллелепипед максимального объема, вписанный в область
K,
для которого потери α будут минимальны.
Рассмотрим обобщенное пространство
верхних и нижних границ
 ,
где каждая точка
является
гиперпараллелепипедом D
имеющим соответствующие верхние и нижние границы. Обозначим
и
как
точки А и В соответственно.
,
где каждая точка
является
гиперпараллелепипедом D
имеющим соответствующие верхние и нижние границы. Обозначим
и
как
точки А и В соответственно.
В случае, если область К односвязная и выпуклая, существует некоторая траектория АВ, каждая точка которой есть гиперпараллелепипед, обладающий следующим замечательным свойством: из всех гиперпараллелепипедов с фиксированным значением α он имеет минимальное γ и наоборот, для всех гиперпараллелепипедов с фиксированным γ — минимальное α. Более того, эта траектория АВ связывает не только α и γ, но и верхние и нижние границы полей допусков.
Известно, что параметр α меняется от нуля
(в точке А) до значения αB
которое характерно для гиперпараллелепипеда
,
т.е. в точке В.
Тогда, разбивая интервал [0; αB], а на заранее заданное число значений αj где
j=0, 1,,…,k, задачу
 (6)
(6)
получим исходную для обработки таблицу (табл. 1).
Таблица 1. Результаты решения задачи (6)
|
α |
|
|
|
|
|
|
|
|
|
α = 0 |
Координаты |
точки A |
|
|
α = αj |
|
|
|
|
α = αk = αB |
Координаты |
точки B |
|









Очевидно, что на базе этой таблицы можно построить аппроксимирующие зависимости:
 (7)
(7)
где n — размерность пространства параметров.
Подставляя аппроксимацию γ (α) в (5) можно найти то значение α0, при котором целевая функция принимает экстремальное значение, а из системы (7) определить верхние и нижние значения параметров при α = α0
* * *
Итак, на основе изложенного можно сделать следующие выводы.
• На сегодняшний день отсутствуют приемлемые для широкого использования методы оптимизации допусков на параметры подсистем. Работы в этой области носят частный характер, не обладают универсальностью хорошего инструмента проектирования.
• Предложен обобщенный метод оптимизации допусков, позволяющий находить компромисс между двумя типами потерь. Использование предложенного подхода позволяет закрыть “методологическую нишу в процессе проектирования сложных технических систем.
• На основе разработанного метода создана экспериментальная система допускового анализа. Система реализована на персональной ЭВМ и была использована не только для решения тестовых задач, но и для практического проектирования сложных ИМС [9].
Список литературы
1. Евланов Л.Г. Контроль динамических систем. М.: Наука, 1979, 367 с.
2. Абрамов О.В. и др. допуски и номиналы систем управления. М.: Наука, 1976, 187 с.
3. Норенков И.П., Маничев В.Б. Системы автоматизированного проектирования электронной и вычислительной аппаратуры. М.: Высшая школа, 1983, 334 с.
4. N. Weste, K. Eshraghian. Principles of CMOS VLSI Design, A System Perspective. Addison-Wesley Publ. Co., 1985.
5. Норенков И.П. Введение в автоматизированное проектирование технических устройств и систем. М.: Высшая школа, 1986, 310 с.
6. R. Spence, R. S. Soin. Tolerance Design of Electronic Circuits, Addison-Wesley Publ. Co.,1988
7. W. Maly et al. VLSI Yield Prediction and Estimation: A Unified Framework. IEEE Trans. On CAD, vol. CAD-5, N1, Jan. 1986. Pp. 114-130
8. S.Pan, Y. H. Hu. PYFS – A Statistical Optimization: Method for Integrated Circuits Yield Enhancement. IEEE Trans. On CAD, vol. 12, N2, Feb. 1993. P. 296-309
9. Иншаков А.Н., Иншаков С.А., Морозов М.В. ДОПАН — система допускового анализа для проектирования интегральных схем // Электронная промышленность, №8, 1995. С. 75.
Статья опубликована в журнале "Автоматизированное проектирование" №1 1997 год
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||