научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 03, март 2012
УДК 658.512
КФ МГТУ им. Н.Э. Баумана
Как показывают исследования [1], при традиционной организации машиностроительного производства предметы труда находятся в цехах только 1 % всего времени от задания на проектирование до выхода готовой продукции, при этом на технологическом оборудовании – всего 5 % времени от нахождения деталей в цехах, остальное время приходится на дополнительные операции и перерывы, в том числе пролеживание.
Сборочные операции являются составной частью подавляющего числа технологических процессов изготовления изделий в машиностроении. Примерно 35…40 % соединений деталей осуществляется по гладким цилиндрическим поверхностям, примерно треть из них – продольно-прессовые соединения, образованные запрессовкой различного вида втулок [2]. Наиболее распространенными представителями сборочных единиц с запрессованными втулками являются корпуса, кондукторы, рычаги и шатуны.
Возникающие при запрессовке деформации тем или иным образом изменяют форму и размеры исполнительных поверхностей соединенных деталей, в ряде случаев значительно по сравнению с изначальными значениями. Для обеспечения требуемой точности осуществляется механической обработка деталей в сборе с целью устранения негативного влияния сборочной взаимосвязи, а также технологических погрешностей. Технология производства таких изделий включает обработку базовых и сопрягаемых поверхностей деталей на металлорежущих станках, соединение деталей на прессах или другом сборочном оборудовании, обработку деталей в сборе на металлорежущих станках.
При исследовании механосборочных производств большое внимание уделяется оценке простоев и нахождению условий повышения эффективности использования основного оборудования [3]. Время, связанное с перемещением деталей на сборку и возвратное перемещение сборочных единиц на станок для обработки в сборе, является непроизводительно затраченным и может достигать нескольких часов. Устранить указанные недостатки традиционной технологии можно посредством концентрации процессов сборки и обработки в единой технологической системе. При этом необходимо решить следующие задачи:
- выявить и проанализировать организационно-технологические факторы, оказывающие влияние на длительность производственного цикла изготовления изделий на основе концентрации сборочных и обрабатывающих процессов:
- установить область наиболее эффективного применения метода концентрации процессов.
Рассмотрим длительность производственного цикла, реализуемого на участке ![]() при последовательном выполнении операций обработки – сборки – доработки изделия (рис. 1), без учета междусменных перерывов.
при последовательном выполнении операций обработки – сборки – доработки изделия (рис. 1), без учета междусменных перерывов.

Рис. 1. Последовательное выполнение операций обработки – сборки – доработки
Участок a-b
Затраты времени, связанные с обработкой на станке под запрессовку:
![]() ,
,
где ![]() – время выполнения рабочих ходов (токарная обработка), мин:
– время выполнения рабочих ходов (токарная обработка), мин:  , где
, где ![]() и
и ![]() – диаметр и длина обрабатываемой поверхности соответственно, мм,
– диаметр и длина обрабатываемой поверхности соответственно, мм, ![]() – скорость резания, м/мин,
– скорость резания, м/мин, ![]() – величина подачи на рабочих ходах, мм/об,
– величина подачи на рабочих ходах, мм/об, ![]() – количество рабочих ходов, назначенных исходя из погрешности относительного положения обрабатываемых поверхностей и погрешности установки заготовки в рабочей зоне станка;
– количество рабочих ходов, назначенных исходя из погрешности относительного положения обрабатываемых поверхностей и погрешности установки заготовки в рабочей зоне станка;
![]() – время выполнения холостых ходов (токарная обработка):
– время выполнения холостых ходов (токарная обработка):  , где
, где ![]() – длина однократного холостого хода инструмента, мм,
– длина однократного холостого хода инструмента, мм, ![]() - величина подачи на холостых ходах, мм/мин,
- величина подачи на холостых ходах, мм/мин, ![]() – количество рабочих ходов. Можно считать, что
– количество рабочих ходов. Можно считать, что ![]() и
и ![]() .
.
![]() – время выполнения вспомогательных переходов, мм, затрачиваемое на установку заготовки, снятие готовой детали, управление механизмами станка и т.п.
– время выполнения вспомогательных переходов, мм, затрачиваемое на установку заготовки, снятие готовой детали, управление механизмами станка и т.п.
Затраты времени, связанные с формированием транспортной партии и транспортированием от станка к прессу:
![]() ,
,
где ![]() - перерывы партионности (пролеживание деталей у станка после обработки в ожидании завершения обработки всех обрабатываемых на станке деталей):
- перерывы партионности (пролеживание деталей у станка после обработки в ожидании завершения обработки всех обрабатываемых на станке деталей):  , где
, где ![]() – величина транспортной партии;
– величина транспортной партии;
![]() – время перемещения транспортной партии от станка к прессу и подготовка к запрессовке.
– время перемещения транспортной партии от станка к прессу и подготовка к запрессовке.
Участок b-c
Затраты времени, связанные со сборкой на прессе:
![]() ,
,
где ![]() – время выполнения однократного рабочего хода (запрессовка), мин:
– время выполнения однократного рабочего хода (запрессовка), мин:  , где
, где ![]() – длина сопрягаемых поверхностей, мм,
– длина сопрягаемых поверхностей, мм, ![]() - скорость выполнения сопряжения, м/мин;
- скорость выполнения сопряжения, м/мин;
![]() – время отвода пуансона:
– время отвода пуансона:  , где
, где ![]() – скорость отвода пуансона, мм/мин;
– скорость отвода пуансона, мм/мин;
![]() – время выполнения вспомогательных переходов, мин, затрачиваемое на установку соединяемых компонентов, снятие узла, управление механизмами пресса и т.п.
– время выполнения вспомогательных переходов, мин, затрачиваемое на установку соединяемых компонентов, снятие узла, управление механизмами пресса и т.п.
Затраты времени, связанные с формированием транспортной партии и транспортированием от пресса к станку:
![]() ,
,
где ![]() – перерывы партионности (пролеживание деталей у пресса после сборки в ожидании завершения сборки всех узлов):
– перерывы партионности (пролеживание деталей у пресса после сборки в ожидании завершения сборки всех узлов):  ;
;
![]() – время перемещения транспортной партии от пресса к станку и подготовка к обработке.
– время перемещения транспортной партии от пресса к станку и подготовка к обработке.
Участок c-d
Затраты времени, связанные с доработкой на станке:
![]() ,
,
где ![]() – время выполнения рабочих ходов (токарная обработка), мин:
– время выполнения рабочих ходов (токарная обработка), мин:  , где
, где ![]() – количество рабочих (холостых) ходов, назначенных исходя из погрешности сборки и погрешности установки обрабатываемого узла в рабочей зоне станка:
– количество рабочих (холостых) ходов, назначенных исходя из погрешности сборки и погрешности установки обрабатываемого узла в рабочей зоне станка:  , где
, где ![]() – погрешность, подлежащая удалению обработкой деталей в сборе, мм, состоящая из
– погрешность, подлежащая удалению обработкой деталей в сборе, мм, состоящая из ![]() – погрешности, возникающей в результате выполнения сборочной операции и
– погрешности, возникающей в результате выполнения сборочной операции и ![]() – погрешности установки сборочной единицы для обработки деталей в сборе,
– погрешности установки сборочной единицы для обработки деталей в сборе, ![]() – эффективная глубина резания при обработке деталей в сборе, мм;
– эффективная глубина резания при обработке деталей в сборе, мм;
![]() – время выполнения холостых ходов (токарная обработка):
– время выполнения холостых ходов (токарная обработка):  , мин;
, мин;
![]() – время выполнения вспомогательных переходов, затрачиваемое на установку и снятие узла, управление механизмами станка и т.п., мин.
– время выполнения вспомогательных переходов, затрачиваемое на установку и снятие узла, управление механизмами станка и т.п., мин.
Затраты времени, связанные с формированием транспортной партии и транспортированием от станка на контроль:
![]() ,
,
где ![]() – перерывы партионности (пролеживание узла у станка после обработки в ожидании завершения обработки всех обрабатываемых на станке):
– перерывы партионности (пролеживание узла у станка после обработки в ожидании завершения обработки всех обрабатываемых на станке):  , где
, где ![]() – величина транспортной партии;
– величина транспортной партии;
![]() – время перемещения транспортной партии от станка на контроль, мин.
– время перемещения транспортной партии от станка на контроль, мин.
Длительность производственного цикла, реализуемого последовательно на участке ![]() без учета междусменных перерывов:
без учета междусменных перерывов:
![]() .
.
Рассмотрим длительность производственного цикла, реализуемого на участке ![]() при концентрации обрабатывающих и сборочных процессов (рис. 2), без учета междусменных перерывов.
при концентрации обрабатывающих и сборочных процессов (рис. 2), без учета междусменных перерывов.
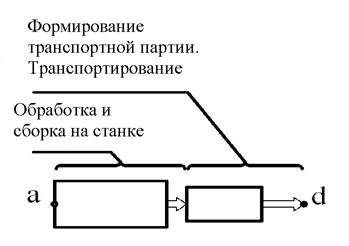
Рис. 2. Процесс на основе концентрации обрабатывающего и сборочного процессов
Затраты времени, связанные с обработкой на станке под запрессовку соизмеримы с затратами ![]() .
.
Затраты времени, связанные со сборкой на станке соизмеримы с затратами ![]() .
.
Затраты времени, связанные с доработкой на станке:
![]() ,
,
где ![]() – время выполнения рабочих ходов (токарная обработка), мин:
– время выполнения рабочих ходов (токарная обработка), мин:  , где
, где ![]() – количество рабочих (холостых) ходов, назначенных исходя из погрешности сборки:
– количество рабочих (холостых) ходов, назначенных исходя из погрешности сборки:  , где
, где ![]() – погрешность, подлежащая удалению обработкой деталей в сборе, мм,
– погрешность, подлежащая удалению обработкой деталей в сборе, мм, ![]() – эффективная глубина резания при обработке деталей в сборе, мм;
– эффективная глубина резания при обработке деталей в сборе, мм;
![]() – время выполнения холостых ходов (токарная обработка):
– время выполнения холостых ходов (токарная обработка):  , мин;
, мин;
![]() – время выполнения вспомогательных переходов, затрачиваемое на установку и снятие узла, подготовку станка и т.п., мин.
– время выполнения вспомогательных переходов, затрачиваемое на установку и снятие узла, подготовку станка и т.п., мин.
Затраты времени, связанные с формированием транспортной партии и транспортированием от станка на контроль:
![]() ,
,
где ![]() – перерывы партионности (пролеживание узла у станка после обработки в ожидании завершения обработки всех обрабатываемых на станке)
– перерывы партионности (пролеживание узла у станка после обработки в ожидании завершения обработки всех обрабатываемых на станке) ![]() , мин;
, мин;
![]() – время перемещения транспортной партии от станка на контроль
– время перемещения транспортной партии от станка на контроль ![]() , мин.
, мин.
Длительность производственного цикла, реализуемого на участке ![]() на основе концентрации процессов без учета междусменных перерывов:
на основе концентрации процессов без учета междусменных перерывов:
![]() .
.
Разность в длительности производственных циклов (затрат времени):
 .
.
Принимая ![]() и подставляя начальные обозначения, получаем:
и подставляя начальные обозначения, получаем:
 .
.
Аналогичным образом может быть определена разница потерь по инструменту:
 ,
,
где ![]() – период стойкости инструмента, мин,
– период стойкости инструмента, мин, ![]() – длительность одной переточки или замены изношенного (поломанного) инструмента,
– длительность одной переточки или замены изношенного (поломанного) инструмента,  – количество дополнительных проходов при обработке по базовой технологии по сравнению с предлагаемой,
– количество дополнительных проходов при обработке по базовой технологии по сравнению с предлагаемой,  – количество дополнительных переточек или замен инструмента.
– количество дополнительных переточек или замен инструмента.
Тогда, с учетом потерь по инструменту:
 . (1)
. (1)
(1) является математической моделью, отражающей экономию затрат времени при изготовлении изделий на основе концентрации сборочных и обрабатывающих процессов.
Полученная модель (1):
1) показывает, на какую величину времени возможно сократить длительность производственного цикла в случае концентрации обрабатывающего и сборочного процессов на технологическом оборудовании, т.е. модель обеспечивает предсказуемость результативности процесса концентрации обрабатывающего и сборочного процессов,
2) позволяет выявить организационно-технологические факторы (рис. 3), оказывающие наиболее существенное влияние на величину сокращения длительности производственного цикла, т.е. выявляет инструменты направленного воздействия (управления) на организацию производственного процесса.

Рис. 3. Организационно-технологические параметры, оказывающие влияние на длительность производственного цикла изготовления изделий на основе концентрации сборочных и обрабатывающих процессов
Одним из наиболее эффективных инструментов исследования, который основан на системном подходе, является метод планирования и реализации факторных экспериментов [4].
При проведении численного полнофакторного эксперимента (ПФЭ) для исследования организационно-технологических факторов, оказывающих наиболее существенное влияние на величину сокращения длительности производственного цикла в качестве таких факторов приняты: ![]() ,
, ![]() ,
, ![]() и
и ![]() . Остальные факторы, которые входят в структуру модели (1), являются технологическими и их значения обусловлены свойствами материалов и характером технологического процесса. Факторы устанавливались на двух уровнях, то есть имеет место полный факторный эксперимент 24.
. Остальные факторы, которые входят в структуру модели (1), являются технологическими и их значения обусловлены свойствами материалов и характером технологического процесса. Факторы устанавливались на двух уровнях, то есть имеет место полный факторный эксперимент 24.
Уровни факторов в натуральном и безразмерном масштабах представлены в таблице.
Уровни факторов в натуральном и безразмерном масштабах | ||||
Факторы | Уровни факторов | Интервалы | ||
+1 | 0 | -1 | ||
| 35 | 25 | 15 | 10 |
| 0,5 | 0,25 | 0 | 0,25 |
| 20 | 16 | 12 | 4 |
| 0,4 | 0,25 | 0,1 | 0,15 |
Получена регрессионная модель в кодированном масштабе уровней факторов:
![]() . (2)
. (2)
Величина и знак коэффициентов в уравнении регрессии (2) говорят о силе и характере влияния исследуемых факторов на величину сокращения длительности производственного цикла при внедрении предлагаемых организационно технологических мероприятий (концентрации операций).
На рис. 4 представлены результаты анализа эксперимента 24 в виде диаграммы результатов регрессионного анализа, по которой можно определить силу и характер влияния факторов на отклик.

Рис. 4. Анализ результатов регрессионного анализа
Так из анализа (2) следует, что сила влияния погрешности установки сборочной единицы на станок ![]() в два раза больше влияния
в два раза больше влияния ![]() . Второе по величине влияние оказывает время транспортировки
. Второе по величине влияние оказывает время транспортировки ![]() . Коэффициент при
. Коэффициент при ![]() в уравнении регрессии отрицательный, это значит, что с увеличением
в уравнении регрессии отрицательный, это значит, что с увеличением ![]() экономия длительности производственного цикла уменьшается, то есть при увеличении глубины резания сокращается количество ходов и соответственно время обработки.
экономия длительности производственного цикла уменьшается, то есть при увеличении глубины резания сокращается количество ходов и соответственно время обработки.
На рис. 5 показана зависимость величины сокращения длительности производственного цикла от технологических параметров: величины погрешности установки ![]() и принятого значения эффективной глубины резания при обработке деталей в сборе
и принятого значения эффективной глубины резания при обработке деталей в сборе ![]() . Из графика видно, что внедрение концентрации обработки и сборки наиболее эффективно при обработке непрочных соединений, когда величина
. Из графика видно, что внедрение концентрации обработки и сборки наиболее эффективно при обработке непрочных соединений, когда величина ![]() – наименьшая.
– наименьшая.

Рис. 5. Зависимость величины сокращения длительности производственного цикла от технологических параметров: величины погрешности установки ![]() и принятого значения эффективной глубины резания при обработке деталей в сборе
и принятого значения эффективной глубины резания при обработке деталей в сборе ![]() :
:
Ряд 1 – ![]() =0,1 мм, Ряд 2 –
=0,1 мм, Ряд 2 – ![]() =0,2 мм, Ряд 3 –
=0,2 мм, Ряд 3 – ![]() =0,3 мм
=0,3 мм
На рис. 6 показана зависимость величины сокращения длительности производственного цикла от организационных параметров: времени перемещения транспортной партии между операциями ![]() и величины транспортной партии
и величины транспортной партии ![]() . Из графика видно, что наибольший эффект от внедрения предлагаемых мероприятий проявляется при наибольших значениях времени транспортирования и величины транспортной партии.
. Из графика видно, что наибольший эффект от внедрения предлагаемых мероприятий проявляется при наибольших значениях времени транспортирования и величины транспортной партии.

Рис. 6. Зависимость величины сокращения длительности производственного цикла от организационных параметров: величины времени перемещения транспортной партии между операциями ![]() и величины транспортной партии
и величины транспортной партии ![]() :
:
Ряд 1 – ![]() =15, Ряд 2 –
=15, Ряд 2 – ![]() =25, Ряд 3 –
=25, Ряд 3 – ![]() =35
=35
Полученная в результате проведенных исследований математическая модель и регрессионный анализ результатов ПФЭ 24 позволяют сделать нижеследующие выводы:
1. Установлены факторы, оказывающие влияние на длительность производственного цикла изготовления изделий на основе концентрации сборочных и обрабатывающих процессов: организационные (величина транспортной партии, длительность одной замены изношенного инструмента, время выполнения вспомогательных переходов, время перемещения транспортной партии) и технологические (погрешность установки сборочной единицы для обработки деталей в сборе, период стойкости инструмента, эффективная глубина резания при обработке деталей в сборе, диаметр и длина обрабатываемой поверхности, скорость резания, величина подачи на рабочих и холостых ходах, длительность одной переточки изношенного инструмента).
2. Доминирующими факторами, оказывающими влияние на сокращение длительности производственного цикла изготовления изделий на основе концентрации сборочных и обрабатывающих процессов, являются погрешность установки сборочной единицы для обработки деталей в сборе ![]() и время перемещения транспортной партии между операциями
и время перемещения транспортной партии между операциями ![]() .
.
3. Внедрение концентрации обработки и сборки наиболее эффективно при обработке непрочных соединений, когда значение величины эффективной глубины резания при обработке деталей в сборе ![]() – наименьшее.
– наименьшее.
Литература
1. Шишмарев В.Ю. Машиностроительное производство / В.Ю. Шишмарев, Т.И. Каспина. М.: Издательский центр «Академия», 2004. 352 с.
2. Машиностроение. Энциклопедия / Ред. совет: К.В. Фролов (пред.) и др. М.: Машиностроение. Технология сборки в машиностроении. Т. III-5 / А.А. Гусев, В.В. Павлов, А.Г. Андреев и др.; Под общ. ред. Ю.М. Соломенцева, 2001. 640 с.
3. Корытов В.Н. Повышение эффективности механообрабатывающего производства на основе комплексного анализа технологических и организационных факторов. Дисс. … канд.техн.наук. Гаврилов-Ям, 2004. 136 с.
4. Боровиков С.М. Теоретические основы конструирования, технологии и надежности. Мн.: Дизайн ПРО, 1998. 336 с.
Публикации с ключевыми словами: математическая модель, технологические процессы, организация производства
Публикации со словами: математическая модель, технологические процессы, организация производства
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||