научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 11, ноябрь 2011
УДК. 62-503.55
МГТУ им. Н.Э. Баумана
Введение
Одной из важнейших задач современного производства является обеспечение эффективного контроля качества выпускаемой продукции.
Применение комплекса современных информационных систем и подходов: сложных многопоточных операционных систем, систем обработки и хранения, средств моделирования и отображения дает возможность перейти к решению задач по разработке инструментов управления сложными системами производственного процесса.
1. Контроль качества в технологических процессах производства Аl-профиля
Производство профиля из вторичного алюминия включает несколько законченных стадий обработки представленных на рис.1: переработка сырья и плавка лома, литье, диффузионный отжиг(гомогенизация) столбов, экструзия профиля, термообработка профиля.

Рис.1. Производство алюминиевого профиля из лома
Одной из важнейших задач при получении изделий – выявление основных закономерностей, влияющих на тот или иной параметр на разных стадиях обработки. На формирование конечного качества изделий влияет большое число факторов, и важно выявить из них наиболее значимые. Это делает регламентацию свойств качества изделия в зависимости от параметров технологических процессов весьма сложной задачей.
Основные причины, создающие трудность синтеза систем контроля на предприятии:
1) потенциальное число параметров необходимых для контроля очень большое(сотни и тысячи переменных);
2) количество контролируемых переменных в целом по предприятию значительно меньше чем в каждом отдельном процессе;
3) декомпозиция контроля на предприятии на более мелкие части не может показать проблем возникающих при совместном взаимодействии процессов.
Обеспечить выполнение требований к качеству можно только при условии нахождения надежных средств диагностики состояний и воздействия на структуру металла на протяжении всех технологических процессов производства полуфабриката, при этом проблемы контроля не могут быть решены вследствие отсутствия математических моделей производства.
При существовании строгой связи между контролируемыми и управляемыми параметрами при многоконтурной связи законы ПИД регулирования не работают. Контроль процессов по многим переменным должен ориентироваться на модель, обеспечивающей хороший контроль любой переменной по входному сигналу. Весь спектр вопросов и проблем этой области обсуждается и можно найти в обзорах [1],[2] и [3].
При построении математической модели данного производства мы рассматривали инструменты моделирования Искусственного интеллекта (ИИ): системы с применением баз знаний, нейронные сети, нечеткая логика и различные комбинации этих составляющих. Обзоры, касающиеся исследований ИИ приведены в [4],[5],[6] и [7].
На основе нейронной сети была построена модель контроля качества производства алюминиевого профиля.
2. Модель контроля качества
В основу модели контроля положена конструкция многослойного перцептрона, которая позволяет аппроксимировать функцию многих переменных, транслируя входные данные в выходные. На рис.2 представлена блок-схема процесса производства профиля с множеством входных и выходных параметров качества с использованием нейро-сети.

Рис.2. Блок схема процесса производства с использованием нейро-сети
Для представленной модели функция определена следующим образом:

Тогда для нормальной работы функции в каждом процессе необходимо минимизировать квадратичную функцию:
Расчеты весовых коэффициентов нейро-сети выполняются иерархически в параллельном режиме с использованием правила дифференцирования сложной функции. Такой метод градиентного расчета называют правилом вычисления обратной ошибки разработанным Румельхартом в 1986г. [8].
Схема алгоритма вычислений, которая применяется для расчетов весовых коэффициентов в сети с обратным распространением ошибки (СОРО), в общем виде представлена на рис.3.
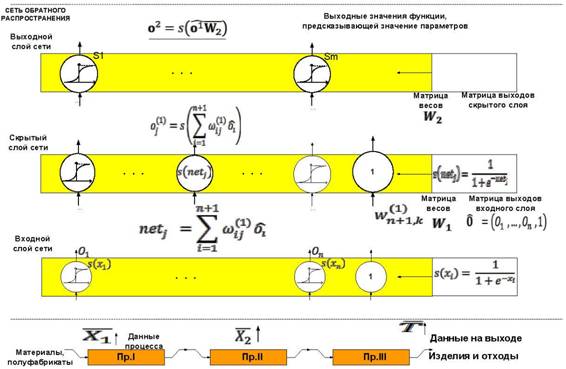
Рис.3. Схема работы алгоритма расчета весовых коэффициентов
3 Система контроля качества
На основе предложенной модели была создана автоматизированная система контроля качества технологического процесса производства (см. рис.4.).

Рис.4. Блок-схема системы контроля качества
Система состоит их следующих модулей: модуля передачи данных технологических процессов, модуля распознавания множества данных, базы данных множества векторов, базы данных множества весовых коэффициентов, базы исторических - “отфильтрованных” данных, модуля расчетов ошибки и коррекции весовых коэффициентов и интерфейсного модуля взаимодействия.
Множество данных из процессов, с помощью модуля передачи данных поступает на вход модуля распознавания представляющего собой СОРО, в случае настроенной сети на выходе модуля - прогнозируемое значение контролируемого параметра качества. База исторических - ”отфильтрованных” данных и модуль расчетов ошибки и коррекции весовых коэффициентов необходимы для задачи начальной оптимизации СОРО и сохранения весовых коэффициентов в базы данных. Интерфейсный модуль необходим для взаимодействия на уровне Эксперт – Система, для визуализации и интерпретации результатов.
Предложенная система контроля качества проходит стадию заключительной пуско-наладки на производстве алюминиевого профиля. Система показала стабильность анализа параметров качества изделий, в группе нелинейных процессов полученных с СОРО.
Список литературы
- Ljung L 1995 Non-Linear Black Box Models in System Identification. Preprints IFAC ADCHEM Sympos, 1-12, Banff, Canada.
- Pearson R K, Ogunnaike B A 1997 Nonlinear Process Identification. Chapter 4 in Nonlinear Process Control, Henson, M.A. and Seborg, D.E. (Ed), Prentice Hall, Englewood Cliffs, NJ.
- Pearson R K 1999 Discrete-Time Dynamic Models. Oxford Univ. Press, Oxford (in press).
- Harris C J, Moore C G, Brown M 1993 Intelligent Control – Aspects of Fuzzy Logic and Neural Nets. World Scientific, London.
- Irwin G W, Warwick K, Hunt K J (Ed.) 1995 Neural Network Applications in Control. Inst. of Electrical Engineers, London.
- Verbruggen H B, Krijgsman A J, Bruijn P M 1991 Towards Intelligent Control. Journal A 32:35-46.
- White D A, Sofge D A (Ed.) 1992 Handbook of Intelligent Control: Neural, Fuzzy Adaptive Approaches. Van Nostrand Reinhold, NY.
- Rumelhart, D., and D. Zipser (1986), “Feature Discovery by Competitive Learning”, in: [Rumelhart, McClelland 1986], pp. 151–193.
Публикации с ключевыми словами: контроль качества, алюминиевый профиль, автоматизированная система
Публикации со словами: контроль качества, алюминиевый профиль, автоматизированная система
Смотри также:
- Программный комплекс для автоматизированной информационной системы «Сеть кинотеатров» на основе интернет-технологий
- Автоматизированная информационная система генерации технологических процессов сборки и монтажа электронных средств
- Автоматизированная информационная система «Электронный образовательно-реабилитационный факультет» модули учета академических и функциональных показателей студентов
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||