научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 11, ноябрь 2011
УДК 621.791.052:669.017.3
МГТУ им. Н..Э. Баумана
Введение
Механизм процесса кристаллизации металла ванны при сварке, несмотря на ряд многочисленных работ в этом направлении, представляет собой значительную сложность, включая не только неравновесные условия охлаждения, но и периодичность. При этом в литературе отмечалась возможность влияния внешних тепловых колебаний на структурообразование, как в положительную сторону, так и указывалось на получение отрицательных результатов. Поэтому возникает необходимость попытаться разобраться в этом.
Методы исследования
В исследованиях процесса кристаллизации применялись методы металлографии структуры, скоростной кино- видеосъёмки процесса перемещения межфазной границы, а также запись термических циклов изменения температуры с помощью термопар.
Основные результаты исследования
Исследуя микроструктуру чистого алюминия (Рис. 1,а), можно указать на регулярную периодичность. Эта периодичность согласуется как с образованием макромасштабных изменений рельефа внешней поверхности шва в виде формирования чешуек, так и с кристаллизацией слоёв различной травимости в форме изотерм плавления в микромасштабе (Рис. 1,а).

а) б)
Рис. 1. Микро- (а) и макроструктура (б) свободной поверхности сварного шва после аргоно-дуговой сварки алюминиевых сплавов:
а - чистый алюминий АВ 000, сваренный со скоростью ![]() , х 70;
, х 70;
б - алюминиевых сплавов Д16 после сварки с электромагнитным воздействием, х 5 [1].
Подобные изменения на поверхности металла могут быть связаны с неравномерным передвижением фронта кристаллизации. Причём, характерные изменения движения фронта при ускорении или замедлениях его перемещений для обычных условий сварки или в случае внешнего воздействия от дополнительного источника тепла (Рис. 1,б), хорошо регистрируются в микроструктуре.
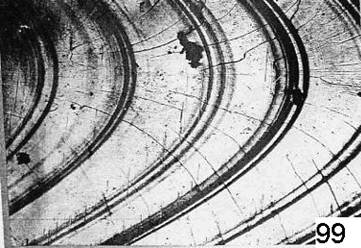
Более контрастное проявление линий изотерм указывает не только на остановки в передвижении фронта кристаллизации, но и перемещение его в обратном направлении при выделении скрытого тепла. Подплавление затвердевшего металла шва происходит по всей изотермической поверхности ванны, что можно наблюдать в виде формирования тёмной полоски, указанной стрелкой (Рис. 2), а также проявляется округлыми формами оплавленных ячеек микроструктуры.

Рис. 2. Изменения рельефа поверхности металла шва при колебаниях скорости кристаллизации сплава системы (Al+1,33%Cu) вплоть до подплавления затвердевшего шва (показано стрелкой), х 200 [2].
Максимальная скорость роста кристалла совпадает с направлением максимального температурного градиента, т.е. сориентирована по нормали к изотерме кристаллизации.
Расстояние между изотермами показывает, что перед межфазной границей образуется слой жидкого металла, который при неравновесных условиях кристаллизации является переохлаждённым с одной стороны. С другой стороны в нём начинается сам процесс затвердевания металла, где отсутствуют конвективное движение потоков расплава и теплопередача в этой зоне осуществляться в основном за счёт теплопроводности.
Размер слоя (![]() ) в радиальном направлении для расчёта тепловых условий можно определить либо экспериментально по структуре поверхности точки (Рис. 1), или используя численные экспериментально полученные значения скорости кристаллизации и частоты из их соотношения:
) в радиальном направлении для расчёта тепловых условий можно определить либо экспериментально по структуре поверхности точки (Рис. 1), или используя численные экспериментально полученные значения скорости кристаллизации и частоты из их соотношения:
 , (1)
, (1)
где  - величина средней скорости кристаллизации, составляющая часть от максимальных амплитудных значений мгновенной линейной скорости;
- величина средней скорости кристаллизации, составляющая часть от максимальных амплитудных значений мгновенной линейной скорости;
![]() - собственная частота кристаллизации, имеющая постоянную величину.
- собственная частота кристаллизации, имеющая постоянную величину.
Следует иметь ввиду, что размер слоя для технически чистых металлов зависит в первую очередь от размера термически переохлаждённой зоны (![]() ), который можно определить:
), который можно определить:
 , (2)
, (2)
где ![]() - температурный интервал кристаллизации;
- температурный интервал кристаллизации;
![]() - градиент температур в жидкой фазе.
- градиент температур в жидкой фазе.
В тоже самое время для сплавов размер зоны диффузионного (или концентрационного) уплотнения примеси (![]() ) перед фронтом кристаллизации, например для жаропрочных материалов ВЖ100 и ЭИ696, на два порядка меньше размера
) перед фронтом кристаллизации, например для жаропрочных материалов ВЖ100 и ЭИ696, на два порядка меньше размера ![]() :
:
 ; (3)
; (3)
где ![]() - коэффициент диффузии элемента в расплаве;
- коэффициент диффузии элемента в расплаве;
![]() - скорость кристаллизации, характерная для дуговой сварки.
- скорость кристаллизации, характерная для дуговой сварки.
Процесс концентрации примеси на фронте кристаллизации в зависимости от численных значений коэффициента распределения примеси (![]() или
или ![]() ) и вида примесного элемента в расплаве может приводить, как к депрессии термического переохлаждения или нагреву [4], так и к усилению возникающего начального переохлаждения. Поэтому возникающее термоконцентрационное переохлаждение металла расплава перед движущемся фронтом будет оказывать существенное влияние на мгновенную скорость кристаллизации.
) и вида примесного элемента в расплаве может приводить, как к депрессии термического переохлаждения или нагреву [4], так и к усилению возникающего начального переохлаждения. Поэтому возникающее термоконцентрационное переохлаждение металла расплава перед движущемся фронтом будет оказывать существенное влияние на мгновенную скорость кристаллизации.
Размер слоя (![]() ) зависит также от интенсивности выделения скрытого тепла при кристаллизации, которая может быть меньше и больше скорости охлаждения в зависимости от типа металла или сплава (Рис. 3).
) зависит также от интенсивности выделения скрытого тепла при кристаллизации, которая может быть меньше и больше скорости охлаждения в зависимости от типа металла или сплава (Рис. 3).

1 2 3 4
Рис. 3. Температурные кривые ряда металлов, затвердевающих в различных условиях:
1- сурьма; 2- углеродистая сталь; 3 – сплав системы (Sn+16%Pb); 4 – эвтектика олова и свинца [5].
Периодичность процесса кристаллизации металла шва при сварке, определяется собственной частотой (![]() ), зависящей от системы легирования сплава, скорости сварки, толщины соединяемых образцов, которые в общей сложности определяют тепловые условия на границе раздела фаз [6]. Дополнительный источник внешних тепловых колебаний может оказывать как синхронное воздействие по отношению к механизму собственных колебаний, так и действие в противофазе. При этом предполагаемый результат может носить не только различный, но иногда прямо противоположный характер.
), зависящей от системы легирования сплава, скорости сварки, толщины соединяемых образцов, которые в общей сложности определяют тепловые условия на границе раздела фаз [6]. Дополнительный источник внешних тепловых колебаний может оказывать как синхронное воздействие по отношению к механизму собственных колебаний, так и действие в противофазе. При этом предполагаемый результат может носить не только различный, но иногда прямо противоположный характер.
Так, вертикальные колебания горелки, способствующие периодическому увеличению или уменьшению длины дуги с помощью эксцентрикового механизма [7], оказывают воздействие на расплав, равнозначное процессу сварки с модулированным током [8]. При этом в расплаве происходят колебание температуры и давления, оказываемого дугой на металл. Типичные изменения кинетики движения фронта кристаллизации приведены на Рис. 4 [7].

Рис. 4. График зависимости перемещения межфазной границы от частоты вертикальных колебаний дуги при сварке сплава 10Х11Н20Т2Р толщиной 2 мм:
1 - ![]() ; 2 -
; 2 - ![]() ; 3 -
; 3 - ![]() ; 4 -
; 4 - ![]() (соответствует
(соответствует ![]() ).
).
Анализ представленных результатов показывает, что амплитуда перемещения фронта до остановки (или размер переохлаждённой зоны) с увеличением частоты внешнего воздействия уменьшается. Одновременно снижается и величина подплавленного участка шва при движении фронта в обратном направлении (Рис. 4). При частоте в 12 Гц участки подплавления, связанные с выделением скрытого тепла, совсем исчезают. При двукратном повышении частоты внешнего источника до величины 24 Гц амплитуда скачков становится приблизительно равной таковой для обычных условий сварки.
В представленном примере тепловая волна от внешнего источника подходит к границе раздела фаз в противофазе к собственной частоте кристаллизации металла. Это характерно для материалов с малой теплопроводностью.
Такого же рода особенности можно наблюдать при сварке ряда сталей Ст.3, 40ХН, 15ХСНД, а также технически чистого армко-железа. На примере представленных графиков (Рис. 4) для сплава 10Х11Н20Т2Р можно говорить о одновременном существовании двух независимых колебательных механизмов: выделение скрытого тепла и периодической концентрации примеси. Причём частота выделения тепла изменяется в диапазоне ![]() для чистого алюминия или армко-железа при изменении скорости сварки. В тоже самое время частота концентрации примеси достигает величин
для чистого алюминия или армко-железа при изменении скорости сварки. В тоже самое время частота концентрации примеси достигает величин ![]() и остаётся неизменной при действии внешних вертикальных колебаний дуги.
и остаётся неизменной при действии внешних вертикальных колебаний дуги.
Другим примером действия внешнего источника в противофазе на процесс перемещения фронта кристаллизации может быть способ периодического подогрева зоны уже закристаллизовавшегося металла [9]. Этот способ эффективно применять при сварке высокотеплопроводных алюминиевых сплавов, например марок 1915 или 1925, которые относятся к сплавам перитектической системы. Действие внешнего источника со стороны твёрдого металла вызывает увеличение продолжительности остановок в отличие от армко-железа.
Таким образом, подтверждается возможность управления процессом кристаллизации с помощью внешнего периодически действующего источника.
Наличие внешнего источника периодических возмущений в виде электромагнитного поля, модуляции сварочного тока или механических колебаний дуги будет оказывать влияние на характер изменения параметров процесса кристаллизации. Будут меняться линейные размеры двухфазной зоны перед фронтом затвердевания и глубина проплавления свариваемого металла, поскольку изменится термическое и концентрационное переохлаждение расплава, а также величина коэффициентов диффузии химических элементов. При этих условиях может изменяться амплитуда температурных колебаний на межфазной границе, вызывая тем самым повышение или понижение градиента температур и мгновенной скорости кристаллизации.
В этом случае возникает необходимость согласовывать температурные колебания от дугового источника и тепловых колебаний за счёт волнового массопереноса расплава от действия давления дуги.
Определяющую роль играет частота наложения импульсов тока. Необоснованный выбор частоты приводит к образованию не только протяжённых областей скоплений неметаллических включений, но и к повышению вероятности образования микротрещин [10].
Поэтому необходимо в первую очередь учитывать периодичность процесса кристаллизации, позволяющую научно обосновать рациональный диапазон частот при их выборе и применении.
1. Изменения амплитуды температурных колебаний и градиента температуры.
Периодичность при кристаллизации можно определить с помощью изменений температуры. Отсутствие синхронности при действии различных частотных механизмов вызывает, как указывает теория автоволновых процессов [11], их рассогласованность, вплоть до почти полного подавления температурных изменений.
Примеры сварки, как экспериментального сплава Вуда, так и стали 1Х18Н9Т [12] при электромагнитном перемешивании (ЭМВ) сварочной ванны, показали, что температура в зоне кристаллизации иногда может колеблется с частотой реверсирования магнитного поля в диапазоне от ![]() до
до ![]() . Эти величины существенно отличаются от минимальных значений
. Эти величины существенно отличаются от минимальных значений ![]() , характерных для обычных условий сварки [1].
, характерных для обычных условий сварки [1].
Вторым важным моментом является характер полученных колебаний температуры. При действии синхронной частоты эти колебания по виду соответствуют гармоническому закону. В случаях отклонения от синхронности вид колебаний существенно отличающиеся от указанного закона. Это свидетельствует о рассогласованности в действиях различных частотных механизмов.
Амплитудные отклонения температуры от точки ликвидуса в сторону переохлаждения, создают условия для ускоренного роста твёрдой фазы. Отклонения в противоположном направлении согласуются с моментом выделения тепла кристаллизации, которые снимают переохлаждение и замедляют продвижение фронта, тем самым.
Температурные колебания способствуют аналогичным изменениям мгновенной скорости затвердевания с периодичностью, которая соответствует собственной частоте кристаллизации.
2. Влияние периодичности внешнего воздействия на результирующую частоту процесса кристаллизации.
Взаимное действие двух частотных механизмов: внутреннего механизма процесса кристаллизации металла на межфазной границе и внешнего периодического теплового воздействия от независимого источника, как показывает теория колебаний [13], может вызывать эффект взаимной конкуренции либо синхронизацию, а также биение, многомодовые режимы, стохастичность [13]. Причём последние случаи развиваются в рамках теории самоорганизации или синергетики, имеющих место в неравновесных системах в форме автоволновых процессов (АВП).
Эффект конкуренции различных возмущений при нелинейном их взаимодействии может быть связан с поочерёдными затуханиями колебаний каждого из конкурентов.
При синхронизации в ансамбле взаимодействующих возмущений результирующее движение может оказаться с вполне определённым периодом развития динамики слоя расплава перед межфазной границей.
В области полной синхронизации, по экспериментально-расчётным данным, численные значения общей частоты могут достигать нескольких максимумов (в точках ![]() и
и ![]() для сплава АМг-6).
для сплава АМг-6).
Другим примером усиления колебательного механизма может служить сварка импульсной дугой длительностью 0,3 сек на токе 60 А с использованием внешнего переменного электромагнитного поля (ЭМП), которое включалось только во время импульса (Рис. 5) .

Рис. 5. Вид поверхности швов титана ВТ1-0 толщиной 1,5 мм, выполненных импульсно-дуговой сваркой в обычных условиях (а) и с применением внешнего электромагнитного поля (ЭМВ) с параметрами: В= 20 мТ, tр = 0,8 с (б); х80, уменьшено 2/3 [14].
В микроструктуре образцов титана ВТ-1.0 после сварки можно наблюдать значительное усиление периодичности процесса кристаллизации после воздействия переменным электромагнитным полем (Рис. 5,б) по сравнению с обычными условиями (Рис. 5,а). Если для обычной сварки протяжённость зоны дискретной кристаллизации составляет (35…40)% от шага точки, то при дополнительном воздействии поля (ЭМВ) размер зоны увеличивается до 115% от величины шага [14].
3. Изменение глубины проплавления основного металла.
Глубина проплавления (![]() ), которую можно контролировать во время сварки, является ещё одним из многочисленных параметров, показывающих эффективность внешнего периодического воздействия на расплавленный металл сварочной ванны.
), которую можно контролировать во время сварки, является ещё одним из многочисленных параметров, показывающих эффективность внешнего периодического воздействия на расплавленный металл сварочной ванны.
При синхронизации частот достигается максимальная глубина проплавления при сварке, например, стали 10ХСНД толщиной 16 мм под флюсом пульсирующей дугой (СФПД) [16] или титанового сплава ПТ-3В после воздействию импульсно-периодического лазерного излучения [15]. Коэффициент синхронизации ( ), представляющий собой отношение частоты внешнего воздействия к собственной частоте кристаллизации металла шва на межфазной границе, достигает значений равных единице или кратных ей.
), представляющий собой отношение частоты внешнего воздействия к собственной частоте кристаллизации металла шва на межфазной границе, достигает значений равных единице или кратных ей.
Нам представляется, что численное значение указанной частоты соответствует собственной частоте кристаллизации металла шва при выбранной скорости сварки. В точке достижения максимальной глубины проплавления реализуются условия резонанса или синхронизации частот, о чём говорилось выше.
4. Изменение коэффициента теплоотдачи и эффективной теплопроводности в одно- и двухфазной системах.
При колебаниях среды с резонансной частотой может происходить трансформация энергии с созданием условий предельной интенсификации тепломассообменных процессов, когда минимальными внешними усилиями обеспечивается максимальный съём тепла с единицы поверхности нагретого тела.
Таким образом, влияние внешнего периодически действующего источника нагрева на расплавленный металл сварочной ванны в процессе кристаллизации вызывает существенное изменение амплитуды температурных колебаний, скорости охлаждения, мгновенных значений скорости кристаллизации при передвижении межфазной границы. Характерной особенностью при кристаллизации в таких условиях является существенное усиление коэффициента диффузии химических элементов, входящих в состав металла, способствующих неоднозначному изменению критерия концентрационного переохлаждения и, что особенно важно в условиях резонанса – это усиление процессов теплоотдачи и теплопроводности при минимальном вложении извне.
Действие внешнего источника синхронно процессу кристаллизации, не изменяя результирующую частоту кристаллизации, существенно измельчает структуру основного металла в зоне термического влияния, а так же первичное зерно литого металла шва [6].
Область применения результатов
Применение результатов полученных и приведённых в данной статье можно найти в различных областях, которые могут быть связаны с процессами кристаллизации жидкого металла в металлургии, в литейном производстве, сварке.
В качестве практического применения полученные данные легли в основу нового способа измельчения структуры, при котором собственная частота кристаллизации металла, соответствующая неравновесным термодинамическим условиям сварки учитывается при синхронизации с частотой дополнительного внешнего источника тепла [6].
Установив собственную частоту кристаллизации жидкого металла, соответствующую его теплофизическим свойствам с учетом характера источника тепла, можно осуществить управление процессом затвердевания с помощью принудительного внешнего воздействия с той же частотой. В этом случае реализуется явление резонанса, позволяющее эффективно воздействовать на зародышевую зону расплава перед фронтом кристаллизации.
В качестве внешнего источника колебаний может использоваться модуляция сварочного тока, механические и электромагнитные колебания дуги, реверсирование магнитного поля, импульсно-периодический режим генерации лазерного излучения или потока электронного луча.
Воздействие может проводиться как со стороны расплава по отношению к границе, так и со стороны затвердевшего металла шва. В результате взаимодействия внешнего частотного механизма и собственной внутренней частоты кристаллизации возможны следующие ситуации:
1) синфазное воздействие будет увеличивать температурные колебания в расплаве, и усиливать, тем самым, степень термического переохлаждения с одной стороны и величину перегрева металла с другой;
2) воздействие в противофазе будет снижать не только среднюю температуру, но и градиент температуры в твёрдой фазе, увеличивая продолжительность остановок, но самое главное снижать темп нарастания скорости кристаллизации за счёт уменьшения переохлаждения.
Выводы
1. Периодическое воздействие внешнего источника тепла на фронт кристаллизации в условиях резонанса, когда происходит синхронизация по частоте и фазе, позволяет достичь существенного увеличения амплитуды температурных колебаний до ![]() по сравнению с обычными условиями кристаллизации. В периоды понижения температуры ниже точки ликвидуса усиливается термическое переохлаждение, что вызывает ускоренный рост твёрдой фазы. Отклонение в противоположную сторону согласуется с моментом выделения скрытого тепла, которое замедляет продвижение фронта вплоть до полной остановки его и перемещения в обратном направлении.
по сравнению с обычными условиями кристаллизации. В периоды понижения температуры ниже точки ликвидуса усиливается термическое переохлаждение, что вызывает ускоренный рост твёрдой фазы. Отклонение в противоположную сторону согласуется с моментом выделения скрытого тепла, которое замедляет продвижение фронта вплоть до полной остановки его и перемещения в обратном направлении.
2. Результатом температурных колебаний являются изменения мгновенных значений скорости охлаждения или нагрева и, как следствие при этом, происходит рост либо замедление скорости кристаллизации на ![]() по сравнению со средними значениями скорости сварки, которые фиксируются скоростной киносъёмкой.
по сравнению со средними значениями скорости сварки, которые фиксируются скоростной киносъёмкой.
3. В условиях резонанса существенно усиливаются процессы диффузии легирующих элементов, количественное содержание которых влияет на изменение критерия концентрационного переохлаждения. Существенно повышается теплопроводность и, что особенно важно, теплоотдача при минимальном вложении тепла извне.
СПИСОК ЛИТЕРАТУРЫ
1. Болдырев А.М. Управление кристаллизацией металла при сварке плавлением: Дисс… докт.тех. наук. М.: МВТУ им. Н.Э. Баумана, 1977. 511 с.
2. Прохоров Н.Н. Физические процессы в металлах при сварке. Т.1. Элементы физики металлов и процесс кристаллизации. М.: Металлургия, 1968. 695 с.
4. Оно А. Затвердевание металлов. М.: Металлургия, 1980. 152 с.
5. Баландин Г.Ф. Формирование кристаллического строения отливок. Кристаллизация в литейной форме. М.: Машиностроение, 1973. 288 с.
6. Морозов В.П. Анализ условий формирования измельченной структуры при кристаллизации металла сварочной ванны с наложением внешних периодических возмущений. // Известие ВУЗов.: Машиностроение, 2006. №8. С. 41-54.
7. Григораш В.В. Управление кристаллизацией металла шва с целью повышения технологической прочности сварных соединений: Дисс… канд.техн. наук. Воронеж, 1989. 227 с.
8. Азаров И.А. Разработка скоростного процесса сварки модулированным током корневых слоёв шва трубопроводов электродами с основным видом покрытия.: Автореферат дисс. канд.техн. наук. М., 1988. 19 с.
9. Семенюк Н.И. Особенности кристаллизации швов и уменьшения склонности к горячим трещинам при сварке алюминиевых и магниевых сплавов: Дисс… канд.тех. наук. Киев: КПИ, 1991. 238 с.
10. Влияние модуляции сварочного тока на структуру и трещиностойкость высоколегированных аустенитных швов. / В.Н. Липодаев, В.В. Снисарь, В.П. Елагин и др. // Автоматиченская сварка, 1991. №2. С. 22-26.
11. Васильев В.А., Романовский Ю.М., Яхно В.Г. Автоволновые процессы./ Под ред. Д.С. Чернавского. М.: Наука. Гл. ред.физ-мат.лит., 1987. 240 с.
12. Черныш В.П., Кузнецов В.Д., Турык Э.В. Изменение температурного состояния сварочной ванны при электромагнитном перемешивании. // Автоматическая сварка, 1976. №7. С. 5-8.
13. Васильев В.А., Романовский Ю.М., Яхно В.Г. Автоволновые процессы./ Под ред. Д.С. Чернавского. М.: Наука. Гл. ред.физ-мат.лит., 1987. (Соврем. пробл. физики). 240 с.
14. Матяш В.И., Пахаренко В.А. Особенности кристаллизации ванны при импульсно-дуговой сварке с электромагнитным воздействием. // Автоматическая сварка, 1983. №9. С. 54-55.
15. Физико-технические особенности лазерной сварки в непрерывном и импульсно-периодическом режимах./ Н.Г. Басов, В.В. Башенко, С.Г. Горный и др. // Сварочное производство, 1985. №8. С. 2-3.
16. Походня И.К., Головко В.В., Шейко П.П. Влияние режимов сварки под флюсом пульсирующей дугой на глубину проплавления основного металла. // Автоматическая сварка, 1996. №5. С. 3-7.
Публикации с ключевыми словами: сварка плавлением, частота процесса кристаллизации, измельчение структуры шва, частота внешнего источника, влияние резонанса на структурообразование
Публикации со словами: сварка плавлением, частота процесса кристаллизации, измельчение структуры шва, частота внешнего источника, влияние резонанса на структурообразование
Смотри также:
- Влияние внешнего пульсирующего источника тепла на расплавленный металл сварного шва в процессе его кристаллизации с целью эффективного управления структурообразованием
- Роль зародышевой зоны в процессе кристаллизации металла расплавленной ванны при дуговой сварке
- Теплофизические особенности сварки высококонцентрированными источниками энергии
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||