научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 10, октябрь 2011
УДК 621.9
МГТУ им. Н.Э. Баумана
bul@bmstu.ru
Основываясь на результатах исследований, опубликованных в [1], [2] и [3] , можно предположить следующий механизм образования режущей поверхности алмазного шлифовального круга при правке его по методу шлифования. Если представить исходную поверхность алмазного круга (до правки), как сумму трех (по числу фракций алмазных зерен) равномерных распределений вершин достаточно хрупких алмазных зерен над уровнем связки, наибольшее из которых H (0.5 размера зерна крупной фракции) (рис. 1), то все зерна, попавши под правящий инструмент, сломаются и высота их станет случайной величиной, а зерна, не попавшие под правящий инструмент, сохранят равномерное распределение вершин по высоте над уровнем связки в пределах h. Таким образом, все вершины алмазных зерен должны подчиняться сумме двух распределений, одно из которых равномерное, а другое нормальное.

Рис. 1. Суммарное число алмазных зерен на единице площади режущей поверхности алмазного круга:
Н – максимальная исходная высота вершин алмазных зерен над поверхностью связки;
h – максимальная высота вершин алмазных зерен над поверхностью связки после правки режущей поверхности по методу шлифования;
ао – толщина срезаемого слоя материала за один оборот шлифовального круга.
Были записаны и обработаны профилограммы режущей поверхности алмазных кругов по ГОСТ 9206-80, правленых по методу шлифования с заборным конусом 9°, что соответствует снимаемому припуску 0.8 мм в режиме однопроходного шлифования. Результаты эксперимента показаны в таблице, где приведены основные характеристики распределения вершин алмазных зерен над уровнем связки и критерий χ2. Верхняя строка дана в предположении, что вершины всех зерен распределены по нормальному закону, а нижняя строка дана в предположении, что вершины алмазных зерен распределены по сумме двух законов распределения, нормального и равномерного.
Хорошо видно, что во всех случаях мы имеем дело с суммой двух законов распределения вершин алмазных зерен на режущей поверхности алмазного круга и только в случае малой (50 %) концентрации алмазного зерна существует незначительная разница в пользу одного нормального распределения.
Характеристика алмазного круга | Характеристики распределения вершин алмазных зерен | ||||
M | D | σ | χ2 | Число степеней свободы | |
АС4 80/63 100 % | 11.8 10.5 | 23.0 16.6 | 4.90 4.07 | 15.60 1.99 | 7 5 |
АС4 160/125 100 % | 14.3 13.5 | 40.6 18.7 | 6.40 4.30 | 7.98 2.90 | 6 5 |
АС4 125/100 50 % | 15.9 15.8 | 35.6 15.1 | 5.96 3.90 | 2.04 3.30 | 6 7 |
АС4 125/100 150 % | 16.2 13.5 | 80.3 24.5 | 8.90 4.60 | 25.30 2.40 | 7 6 |
По методике приведенной в [1] было рассчитано количество алмазных зерен на единице площади режущей поверхности алмазных чашечных кругов Ø 150 мм и шириной алмазоносного слоя 10 мм с различными характеристиками зернистости, прочности алмазного зерна, относительной концентрации алмаза и прочности связки при введении наполнителя.
На рис. 2. приведено математическое ожидание плотности вершин алмазных зерен на режущей поверхности алмазного круга после правки по методу шлифования в зависимости от параметров характеристики шлифовального круга (Dз – размер алмазного зерна; Рз – прочность алмазного зерна; К – относительная концентрация алмаза; N – относительная концентрация наполнителя).

Рис. 2. Математическое ожидание плотности вершин алмазных зерен на режущей поверхности алмазного круга
На Рис.3. показана схема работы алмазного шлифовального чашечного круга в режиме однопроходного шлифования.

Рис.3. Схема работы алмазного шлифовального круга:
Dк – диаметр шлифовального круга;
So– перемещение шлифуемого образца за один оборот шлифовального круга;
t – припуск, снимаемый с образца за один рабочий ход;
ϕ – угол заборного конуса режущей поверхности;
ао – толщина срезаемого слоя за один оборот шлифовального круга.
Если известно, что алмазный круг за один оборот срезает с обрабатываемого материала слой толщиной aо, то можно представить, что режущая поверхность входит в контакт с обрабатываемой поверхностью на глубину не более aо, начиная от наиболее выступающего из связки зерна. Ограничив на графиках подобных приведенному на рис.1 величину aо можно определить число активно работающих алмазных зерен. Задав параметры режима шлифования: скорость главного движения резания νк = 17.6 м/с; скорость движения продольной подачи νs = 100 мм/мин; припуск t = 0.8 мм; угол заборного конуса φ = 9°; диаметр шлифовального круга Dк=150 мм получаем:
 , ао = 0,00705 мм.
, ао = 0,00705 мм.
На рис. 4 приведены зависимости активно работающих алмазных зерен на единице площади режущей поверхности в зависимости от параметров характеристики шлифовального круга.
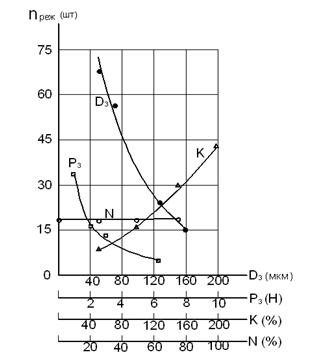
Рис.4. Количество активных зерен на единице площади режущей поверхности
алмазного круга
Анализируя графики рис. 2 и 4 можно сделать следующие выводы:
1. увеличение размера алмазного зерна Dз уменьшает количество режущих зерен, но при этом растет математическое ожидание плотности вершин алмазных зерен, а следовательно и высота режущего профиля. Можно предположить, что алмазные круги, в которых используется мелкое зерно, на режущей поверхности будут иметь большое количество режущих зерен и маленькое пространство для размещения шлама. Такие круги должны работать в режиме затупления. По мере увеличения зернистости, число режущих зерен будет уменьшаться, а пространство для размещения шлама – расти, таким образом, алмазный круг будет переходить из режима затупления в режим самозатачивания; следовательно, можно предположить наличие экстремальных значений таких показателей процесса шлифования, как составляющие силы резания и относительный расход алмаза;
2. увеличение прочности алмазных зерен не увеличивает количество зерен на режущей поверхности, но уменьшает количество режущих зерен и увеличивает математическое ожидание плотности распределения вершин алмазных зерен по высоте, а следовательно и высоту режущего профиля. Можно ожидать, что зерна алмаза низкого качества, не смотря на то, что они дают большое количество режущих зерен, не выдержат тех нагрузок, которые возникают в зоне резания, и такие алмазные круги будут иметь высокий относительный расход алмаза при небольших силах резания.
С увеличением прочности алмазного зерна круг будет переходить из режима интенсивного износа в режим затупления с увеличением составляющих силы резания и уменьшения относительного расхода алмаза;
3. относительная концентрация алмаза слабо влияет на математическое ожидание плотности распределения вершин алмазных зерен по высоте, но очень сильно растет количество режущих зерен с увеличением концентрации алмаза, это может привести к росту составляющих силы резания и росту относительного расхода алмаза;
4. уменьшение прочности связки, за счет введения в связку порошка графита, не увеличивает количество режущих зерен, но очень сильно увеличивает математическое ожидание плотности распределения вершин алмазных зерен по высоте, а следовательно и высоту режущего профиля, что благоприятно сказывается на режущих свойствах алмазного круга, оптимальным надо считать 50 % (0.125 по объему) содержание наполнителя, так как при дальнейшем увеличении содержания графита практически не увеличивается высота режущего профиля, но сильно ослабляется связка, что приводит к увеличению относительного расхода алмаза.
Список использованной литературы:
1. Булошников В.С. Определение количества зерен на поверхности алмазного круга //Процессы и оборудование алмазно-абразивной обработки. М., 1977. 158-163 с.
2. Стенды и приборы для исследований процесса алмазно-абразивной обработки материалов / В.С. Булошников [и др.] Труды МВТУ, 1980. №324. 80-134 с.
3. 3D моделирование процесса алмазного шлифования методом конечных элементов/ Бабенко А.Е. [и др.] Резание и инструмент в технологических системах, Харьков НТУ ХПИ, 2010. Выпуск 78. 16-23с.
Публикации с ключевыми словами: абразивный инструмент, алмазное зерно, рельеф, режущая поверхность
Публикации со словами: абразивный инструмент, алмазное зерно, рельеф, режущая поверхность
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||