научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 02, февраль 2011
Кафедра «Автомобили и металлообрабатывающее оборудование»
ГОУ ВПО «ИжГТУ»
shiljaev@mail.ru
Одним из современных высокопроизводительных способов удаления дефектного слоя с длинномерных нежестких заготовок – мелкоразмерного проката, труб, катанки, проволоки является способ ротационного ленточного охватывающего шлифования бесконечной лентой [1, 2]. Эффективное использование предлагаемого способа предопределяет установление и оптимизацию взаимосвязей между параметрами его сопровождающими и характеризующими.
Традиционная система управления процессом обработки объединяет первичные параметры и вторичные параметры (рис. 1).
Первичные параметры характеризуют технологическую систему: станок – приспособление – инструмент – деталь (систему СПИД); вторичные – технологические показатели: точность и качество обработанной поверхности, стойкость и прочность инструмента, производительность и экономичность процесса. Сам процесс обработки включает различные физические явления и процессы его сопровождающие – кинематические, динамические, тепловые, контактные и т.д.
Как правило, регулятором процесса обработки являются режимы резания – скорость, подача, глубина. В совокупности с рациональными конструктивными и геометрическими параметрами режущего инструмента, оптимальные режимы резания обеспечивают наиболее производительную и экономичную обработку заготовок с заданными точностными и качественными характеристиками обработанной поверхности. Многофакторность процесса обработки, тесная взаимосвязь явлений, его составляющих, свидетельствуют об отсутствии единственного и универсального критерия оптимизации.
Рис. 1. Традиционная система управления процессом обработки
В предлагаемой системе управления процессом обработки (рис. 2) длинномерных нежестких заготовок с учетом конструктивных особенностей оборудования и его составной части – режущего инструмента, выделяются, в сравнении с традиционной, основные подсистемы – кинематическая, динамическая и теплофизическая, во многом определяющих выходные технологические показатели.
Приведенные подсистемы описываются математическими моделями, позволяющими определять закономерности протекания процесса обработки, выявлять рациональные условия обработки и служить базой для построения системы автоматического регулирования.

Рис. 2. Структурная схема управления процессом механической обработки длинномерных нежестких заготовок
Кинематическая подсистема обработки нежестких тел вращения взаимосвязывает движения заготовки и режущего инструмента без учета физических явлений, сопровождающих процесс обработки.
Способ ротационного ленточного охватывающего шлифования реализуется за счет сочетания движений абразивной ленты со скоростью резания и планетарного движения планшайбы, обеспечивающей круговую подачу, при этом продольная подача обеспечивается за счет перемещения заготовки (рис. 3) [3].
При решении кинематических задач были определены основные геометрические параметры устройства: угол охвата, длина абразивной ленты, площадь контакта ленты с деталью, влияющие как на работоспособность, так и на производительность всего устройства.
Кинематическая подсистема обеспечивает разработку рациональной компоновки установки, реализующей предлагаемый способ обработки.
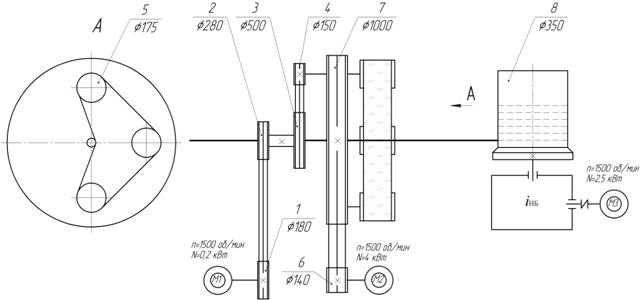
Рис. 3. Кинематическая схема устройства при обработке одной абразивной лентой
Динамическая подсистема процесса обработки. Современное понятие динамического качества станка базируется на замкнутости динамической системы, которая определяется взаимодействием элементов упругой системы станок – приспособление – инструмент – деталь с рабочими процессами, протекающими в подвижных соединениях этих элементов, т.е. процессами резания, трения, тепловыми и т.д.
При проектировании, изготовлении и эксплуатации устройства ротационного ленточного охватывающего шлифования одним из важных факторов является обеспечение условий, необходимых для получения детали с минимальными погрешностями размеров и формы. Связанные с этим отклонения возникают как результат различных внешних воздействий на деформируемую систему устройства.
Динамическая подсистема процесса обработки описывается динамической моделью. При разработке математической модели динамических процессов, происходящих в процессе обработки, использованы уравнения Лагранжа второго рода [4].
В работе [4] представлен вывод аналитических зависимостей на основе уравнений динамики относительного движения абразивной ленты устройства ротационного ленточного охватывающего шлифования, которые позволяют установить критерии и режимы работы устройства, при которых наблюдаемые автоколебания не ухудшают качество поверхности готового изделия.
Для исследования поведения шлифовального слоя ленты с учетом упругих свойств связки (рис. 4) устройства ротационного ленточного охватывающего шлифования была решена система уравнений:
где с – коэффициент жесткости материала связки, Н/м; ![]() – коэффициент угловой жесткости зерна, Н·м/рад; h1, h2 – плечи сил, рис.4.
– коэффициент угловой жесткости зерна, Н·м/рад; h1, h2 – плечи сил, рис.4.

Рис. 4. Схема сил, действующих на абразивное зерно
В результате решения системы уравнений разработанной динамической модели для заданных конструктивных и геометрических параметров инструмента устанавливаются допустимые режимы обработки, обеспечивающие высокую производительность процесса при заданных точности размеров и качестве поверхности деталей. После обработки полученных зависимостей были построены графики линейных и угловых колебаний зерна в зависимости от технологических параметров обработки. Некоторые зависимости приведены на рис. 5 .

Рис. 5. Графики линейных (а) и угловых (б) колебаний зерна в зависимости от технологических параметров обработки при скорости абразивной ленты 18 м/с и зернистости абразивной ленты 40Н, материал зерен электрокорунд
Решение динамической задачи позволило выявить следующие: установлено, что для обеспечения производительности установки, достаточной для промышленных масштабов, скорость ленты должна быть не менее 17 м/с, что гарантирует до резонансный колебательный режим работы абразивного зерна. Для привода ленты можно рекомендовать скоростной диапазон 17…20м/с. При увеличении силы Рн натяжения ленты роликом, при неизменных условиях, увеличивается амплитуда линейных и угловых колебаний зерна, достигая недопустимых значений при силе Рн больше 90 Н. При больших значениях натяжения происходит выкрашивание зерен, снижается стойкость ленты. Внедрение зерен в обрабатываемый материал проволоки достигает максимального значения, что сказывается на увеличении величины шероховатости. При скоростях менее 15-16 м/с производительность процесса шлифования снижается. Для увеличения производительности процесса шлифования рекомендуется принять следующее сочетание рациональных режимов работы устройства, которые обеспечивают достаточно высокую производительность, сочетающуюся с большой стойкостью ленты: Vл = 17-20 м/с, Рн = 50-70 Н.
Теплофизическая модель процесса обработки позволяет определить тепловые потоки в системе инструмент – заготовка, рассчитать тепловые поля в зоне резания.
В процессе ленточного шлифования теплота выделяется в результате трения режущего инструмента (ленты) об обрабатываемую поверхность (проволоку) в зоне их контакта. Зона контакта инструмента и заготовки ограничена шириной ленты и углом охвата лентой обрабатываемой поверхности. В данном случае математическое моделирование процесса ротационного ленточного охватывающего шлифования проволоки требуется для оптимизации условий обработки при ограничении температуры поверхности детали.
Определение величины тепловых потоков с использованием вычислительной техники позволили осуществить расчет и построение тепловых полей методом контрольных объемов (рис. 6).

Рис. 6. Сетка и контрольный объем в цилиндрических координатах
Разработанная методика расчета температур обеспечивает определение времени стабилизации температурного режима процесса обработки, и определение значений температуры в обрабатываемой заготовке в зоне резания по угловой и линейной координатам [5].
Дискретный аналог дифференциального уравнения выглядит следующим образом:

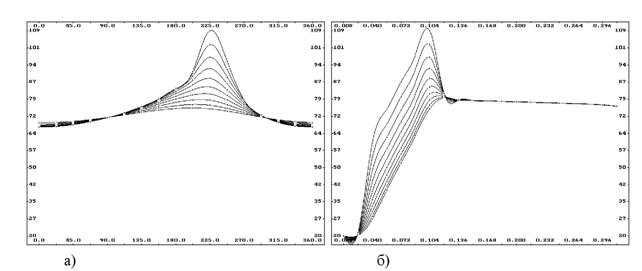
Расчет и построение графиков (рис. 7) проводились на ПЭВМ типа IBM PC по программам, созданным в среде разработки Turbo Pascal 7.0. При визуализации данных численного эксперимента использовался аппарат сплайн-функций. Расчет выполнялся на сетке из 16 х 10 х 20 = 3200 узлов (16 в угловом направлении, 10 – в радиальном, 20 – в осевом) с шагом по времени 0,01 с.
а) б)
Рис. 7. Результаты расчета температуры в обрабатываемой заготовке в зоне резания; dпр=5 мм, Vл=20 м/с, Sпр=4м/мин,![]() : а) Развертка по угловой координате j = 0…2p;
: а) Развертка по угловой координате j = 0…2p;
б) Развертка по линейной координате z = 0…0,32 м
Моделирование позволило выявить наличие двух периодов протекания процесса обработки. Первый – начальный – неустановившийся, второй – стационарный (стабильный) – постоянный по времени. Продолжительность начального периода обработки зависит от длины рабочей зоны инструмента и скорости перемещения заготовки. Показано, что одним из основных параметров, влияющих на износ инструмента и качество обработанной поверхности, является скорость движения инструмента. При этом температурный режим процесса стабилизируется через несколько секунд после начала обработки; максимальная температура развивается у заднего по оси Z края источника, достигая при заданных параметрах модели 112 ° С ; участок проволоки, находящийся перед передним краем источника, не успевает нагреваться – другими словами, скорость распространения теплоты в осевом направлении ниже скорости движения источника, что подтверждает справедливость использования критерия Пекле, для определения скорости распространения теплоты.
Таким образом, выделение подсистем процесса механической обработки длинномерных нежестких заготовок и их моделирование позволяют предложить рациональные конструктивные, геометрические и кинематические параметры, а также выбирать и обосновать рациональные технологические режимы обработки на устройстве ротационного ленточного охватывающего шлифования.
В качестве ограничений, обеспечивающих требуемые выходные технологические показатели – наибольшую производительность и наименьшую себестоимость, выбраны предельно допустимая сила резания, предельно допустимая температура резания, предельно допустимая шероховатость обработанной поверхности, предельно допустимые сочетания скорости вращения инструмента и перемещения заготовки.
Разработанная система управления позволяет эффективно использовать способ ротационного ленточного охватывающего шлифования и предлагаемое устройство для обработки длинномерных материалов в промышленности.
Список литературы
1. Ленточно-шлифовальный станок: Патент на изобретение ╧2228831 РФ / С.А.Шиляев, Ф.Ю.Свитковский, Т.Н.Иванова. Заявл.25.07.02, опубл. 20.05.04. Бюл.╧14.
2. Шиляев С.А. Автоматическая линия для ротационного охватывающего ленточного шлифования длинномерных заготовок малого диаметра // Вестник машиностроения. М.: ООО «Издательство Машиностроение», 2009 . ╧4. С. 71-74.
3. Шиляев С.А. Основные закономерности формообразования при обработке бунтовой проволоки // Современные технологии в машиностроении: Сб. статей VIII Всерос. науч. - техн. конф. Пенза, 2004. С. 98-100.
4. Шиляев С.А., Иванов А.Г. Исследование динамики относительного движения абразивной ленты устройства ротационного охватывающего ленточного шлифования // Вестник ИжГТУ. Ижевск: ИжГТУ, 2009. ╧3 (43). С. 46-50.
5. Шиляев С.А. Исследование тепловых процессов при ротационном охватывающем ленточном шлифовании бунтовой проволоки // СТИН. М.: ООО «СТИН», 2009. ╧6 С. 32-34.
Публикации с ключевыми словами: шлифование, металлообработка
Публикации со словами: шлифование, металлообработка
Смотри также:
- Имитационная динамическая модель процесса шлифования сложнопрофильных деталей. Модель инструмента и обрабатываемой детали
- Имитационная динамическая модель процесса шлифования сложнопрофильных деталей. Расчет сил шлифования и моделирование динамики обработки
- Некоторые вопросы нормирования режимов резания
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||