научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 07, июль 2010
УДК 621.774.21
МГТУ им. Н.Э.Баумана
В настоящее время возросла потребность в сварных трубах большого диаметра для газо- и нефтепроводов. Однако до сих пор не существует универсальной методики анализа, особенно это касается труб диаметром 530 мм и выше, позволяющей на стадии проектирования процесса формообразования и в ходе эксплуатации оборудования проанализировать ход формовки и прогнозировать качество получаемого продукта.
Одним из основных принципов формообразования различных трубных профилей является обеспечение максимального формоизменения в каждом технологическом переходе. Это требуется для сокращения числа переходов, то есть уменьшения количества рабочих клетей стана, и, тем самым, длины стана. Выбор числа операций гиба, равных числу пар валков, зависит в основном от сложности конфигурации профиля и его размеров, а так же от требуемых допусков на размеры, соотношения толщины и ширины заготовки, конфигурации отдельных участков профиля, механических свойств материала, требуемых радиусов закругления и так далее [1].
Формообразование можно осуществить различными способами. Традиционным способом является валковая формовка (рис.1), осуществляемая в формовочных станах, входящих в оборудование трубоэлектросварочных агрегатов.
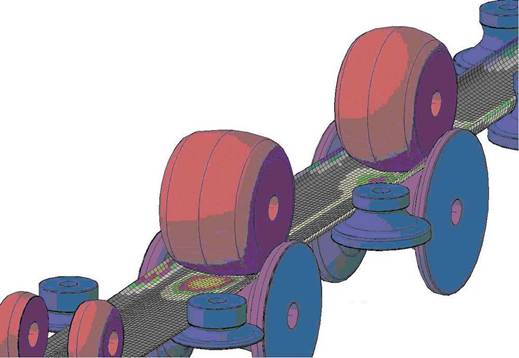
Рис.1. Валковая формовка
Процесс формовки легко представить при помощи «цветка» (рис. 2), который дает наглядное представление о процессе формообразования, в частности о получении формы профиля в каждой из клетей формовочного стана. По ранее разработанному «цветку» производят анализ возможности осуществления процесса формообразования требуемого профиля. Существуют различные схемы и варианты получения требуемого сечения трубы. Процесс формовки будет устойчивым при плавности траектории крайней точки заготовки [2].
Можно предложить множество способов получения конечной формы профиля. Однако во многом выбор способа зависит от напряженно-деформированного состояния заготовки во время процесса формовки. На кафедре МТ-10 «Оборудование и технологии прокатки» разработана математическая модель процесса непрерывной формовки прямошовных труб на базе специализированного программного комплекса COPRA RollForm, с помощью которой можно проанализировать каждый этап формовки, рассматривая очаг деформации заготовки в валках и предсказать возникновение дефектов, не прибегая к изготовлению оборудования [3].
Далее рассмотрим способы формовки с использованием этой модели. На рисунках 1, 3, 5 представлены несколько вариантов формовки при однорадиусной калибровке формующих валков, но с различной кривизной средней линии трубной заготовки.
1. Формовка при постоянной нижней точке
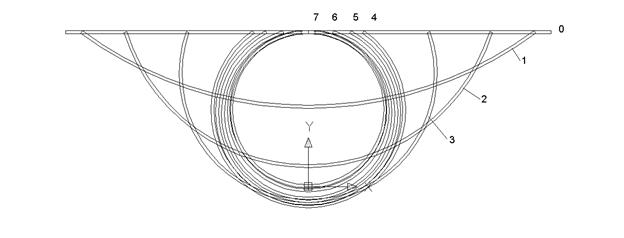
На рисунках 2 и 3 представлена иллюстрация формовки листа в цилиндрическую трубную заготовку при условии, что дно формуемой полосы не меняет своего положения по вертикали (при постоянной нижней точке). Из рисунка 2 следует, что максимальное растяжение кромок полосы в этом случае составляет 3,8%, что приводит к получению сварного шва неудовлетворительного качества.

0-7 – последовательность переходов формовки; 0 – исходная заготовка; 1-7 – форма калибра в соответствующей клети; а – траектория крайней точки заготовки
Рис. 2. Формовка при постоянной нижней точке

Рис.3. Напряженно-деформированное состояние полосы при постоянной нижней точке
2. Формовка при постоянной верхней точке
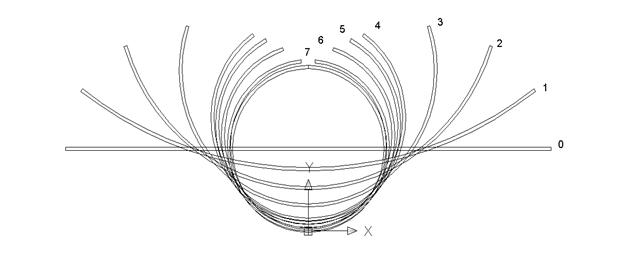
На рисунках 4 и 5 представлена схема формовки листа в цилиндрическую трубную заготовку при условии, что кромки формуемой заготовки лежат в горизонтальной плоскости (при постоянной верхней точке). Из рисунка 5 следует, что максимальное удлинение кромок заготовки составляет 2,8%. Как и следовало ожидать, при выбранной схеме формовки максимальное растяжение листа приходится на дно трубной заготовки, что может привести к получению трубы, не удовлетворяющей требованиям ГОСТа или ТУ.
0-7 – последовательность переходов формовки; 0 – исходная заготовка; 1-7 – форма калибра в соответствующей клети
Рис. 4. Формовка при постоянной верхней точке

Рис.5. Напряженно-деформированное состояние при постоянной верхней точке
3. «Естественная» формовка
Многочисленные расчеты, выполненные на кафедре «Оборудование и технологии прокатки» с помощью вышеуказанной математической модели [3], показали, что по сравнению с рассмотренными ранее способами, достигаются наилучшие условия формообразования, если средняя линия представляет собой кривую, проведенную через точки, являющиеся центрами тяжести каждого рассматриваемого сечения калибра (рис. 6 и 7). Именно такая формовка называется «естественной» [1]. В этом случае значительно уменьшаются напряжения в трубной заготовке, меньше растягиваются кромки (максимальное удлинение кромок составляет 2,5%).
0-7 – последовательность переходов формовки; 0 – исходная заготовка; 1-7 – форма калибра в соответствующей клети
Рис. 6. Формовка при постоянной точке – центр тяжести

Рис.7. Напряженно-деформированное состояние при постоянной точке – центр тяжести
Заключение
В работе выполнен анализ способов непрерывной валковой формовки труб большого диаметра, выполненного с помощью математической модели, созданной на базе специализированного программного комплекса для анализа процесса валковой формовки COPRA RollForm. Результаты исследований показали, что при формовке целесообразно использовать «естественное» формообразование, при котором растяжение кромок минимально, что является необходимым условием при производстве высококачественного профиля.
Библиографический список
1. В.Н. Данченко, А.П. Коликов, Б.А. Романцев, С.В. Самусев, Технология трубного производства. Москва, Интермет инжиниринг,2002, 640с.
2. А.Ю. Скрипкин, О.В. Соколова, А.А. Серавкин Исследование кривизны траектории средней линии трубной заготовки при производстве электросварных труб, Третья конференция молодых специалистов "Металлургия XXI века", 13-16 февраля 2007 г., Москва, Россия.
3. А.Ю. Скрипкин Моделирование процесса валковой формовки сварных труб, Научный семинар, 17 июня 2009, МГТУ им. Н.Э. Баумана, Москва, Россия.
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||