научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 10, октябрь 2008
УДК 621.7.011
МГТУ «МАМИ»
Кафедра "Кузовостроение и обработка давлением"
Научный руководитель: к.т.н., доц. Петров П.А.
В последние 10-15 лет при разработке новых технологий штамповки, в частности объемной, все большее применение находят методы математического моделирования, например основанного на методе конечных элементов (МКЭ). Этот метод был положен в основу таких систем предназначенных для моделирования технологических процессов объемной штамповки, как QFORM (Россия), DEFORM (США), FORGE (Франция). При подготовке данных для моделирования в любой из перечисленных систем необходимо задать данные о сопротивлении деформации материала заготовки, характеристики технологической смазки и характеристики кузнечно-прессового оборудования, применяемого для изучаемого процесса штамповки.
Количественным показателем, характеризующим эффективность смазки, является величина показателя трения. В зависимости от того, какой закон трения либо модель трения применяется для описания контактных граничных условий, различают коэффициент трения и фактор трения. Под коэффициентом трения понимают коэффициент пропорциональности между контактным касательным напряжением tk и нормальным давлением sn на контактной поверхности, а именно [1]:
![]() (закон
Кулона), (1)
(закон
Кулона), (1)
При описании контактного трения в процессах горячей объемной штамповки большее применение получил закон трения Прандтля (Зибеля) [1]:
 ,
(2)
,
(2)
где m – фактор трения; ss – напряжение текучести.
В теории обработки металлов давлением существует также и комбинированная модель трения, учитывающая уравнение (1) и (2). Одним из вариантов такой модели является модель трения Леванова [2]:
![]() , (3)
, (3)
где sт.к. – напряжение текучести в слое деформируемого металла, расположенного вблизи контактной поверхности.
В настоящей статье основное внимание уделено исследованию контактного трения при применении для деформирования одной из двух композиций графитсодержащей смазки, а именно на основе индустриального масло (МС) и на основе синтетического масла (СТ). Рассмотрены два эффекта: 1) влияние температуры на величину показателя трения; 2) влияние скорости деформирования (деформации) на величину показателя трения.
Исследование контактного трения выполнено для алюминиевых сплавов АМц и Д16т. Химический состав этих сплавов представлен в таблице 1.
Таблица 1 Химический состав сплава АМц и Д16т
|
|
Массовая доля, % |
||||||||
|
|
Al |
Cu |
Si |
Mn |
Mg |
Ti |
Zn |
Fe |
Cr |
|
АМц |
основа |
0,05 |
0,24 |
1,12 |
- |
- |
0,007 |
0,24 |
- |
|
Д16т |
основа |
3,98 |
0,27 |
0,50 |
1,39 |
0,05 |
0,02 |
0,26 |
0,003 |
Образцы этих сплавов подвергались деформированию по методу осадке кольцевого образца. Размеры образцов соответствовали принятому соотношению 6:3:2. Деформирование образцов выполняли на гидравлическом и на винтовом прессе со скоростью перемещения инструмента 2,0 мм/с и 400 мм/c, соответственно. Эти значения скорости деформирования соответствуют следующим значениям скорости деформации в начальный момент контакта инструмента с образцом: 0,14с-1 и 28,6с-1. Температура нагрева образцов для проведения испытаний, соответствовала температуре полугорячей и горячей штамповки алюминиевых сплавов, а именно 200-470°С. Причем, при деформировании на гидравлическом пресс температура инструмента поддерживалась равной начальной температуре нагрева образца. При деформировании на винтовом прессе температура инструмента была равна 150°С.
Схема проведения исследований представлена на рисунке 1. На первом этапе были проведены испытания по методу осадки кольцевого образца. При этом построение номограмм, необходимых для нахождения значения фактора трения не проводилось. Поиск истинного значения фактора трения был выполнен на основе компьютерного моделирования в системе QFORM течения металла при осадке кольцевого образца.

Рисунок 1 Схема исследования
Для задания граничных условий на контактной поверхности в системе QFORM использована модель А.Н.Леванова (см.уравнение (3)). Поэтому, в качестве показателя трения принимали при выполнении расчетов величину фактора трения.
В результате проведенных исследований определена экспериментальная зависимость фактора трения от температуры для исследуемых смазок. Теоретическая зависимость фактора трения от температуры для каждой из исследованных смазок была получена на основе аппроксимации экспериментальных данных функцией вида:
![]() , (4)
, (4)
где А0, А1, А2 – коэффициенты; То – температура осадки.
Полученные температурные зависимости представлены на рисунке 2 и 3.
|
|
|
|
а) |
б) |

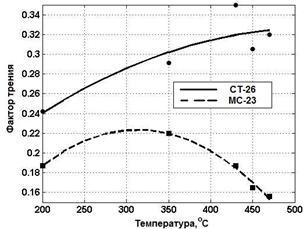
Рисунок 2 Зависимость фактора трения от температуры: а) сплав АМц; б) сплав Д16т (Vдеф=400 мм/с; l - эксперимент, СТ-26; n - эксперимент, МС-23)
|
|
|
|
а) |
б) |


Рисунок 3 Зависимость фактора трения от температуры: а) сплав АМц; б) сплав Д16т (Vдеф=2 мм/с; l - эксперимент, СТ-26; n - эксперимент, МС-23)
Выбор коэффициентов в уравнении (4) был выполнен с помощью системы MatLab. Результаты расчетов сведены в таблицу 2 и 3.
Таблица 2 Значения коэффициентов (деформирование на винтовом прессе)
|
Коэффициент |
Марка алюминиевого сплава |
|
|
АМц |
Д16т |
|
|
Смазка СТ-26 |
||
|
А0 |
0,718 |
0,1004 |
|
А1, 1/°C |
-0,002312 |
0,0008661 |
|
А2, 1/(°C)2 |
2,572×10-6 |
-8,297×10-7 |
|
Смазка МС-23 |
||
|
А0 |
-0,001415 |
-0,05654 |
|
А1, 1/°C |
0,0009345 |
0,001789 |
|
А2, 1/(°C)2 |
-1,31×10-6 |
-2,857×10-6 |
Таблица 3 Значения коэффициентов (деформирование на гидравлическом прессе)
|
Коэффициент |
Марка алюминиевого сплава |
|
|
АМц |
Д16т |
|
|
Смазка СТ-26 |
||
|
А0 |
0,2 |
0,26 |
|
А1, 1/°C |
0,000181 |
0,00021 |
|
А2, 1/(°C)2 |
-4,95´10-7 |
-8,2´10-7 |
|
Смазка МС-23 |
||
|
А0 |
0,2 |
0,375 |
|
А1, 1/°C |
4,77´10-4 |
-0,00065 |
|
А2, 1/(°C)2 |
-10,9´10-7 |
4,0´10-7 |
Таким образом, на основе проведенных экспериментальных и теоретических исследований можно сделать следующие выводы:
1) при деформировании сплавов АМц и Д16т смазка на основе синтетического масла (СТ-26) характеризуется большим фактором трения по сравнению с смазкой на основе минерального масла (МС-23), исключение составляет случай деформирования сплава АМц на гидравлическом прессе (см.рис.3а);
2) при деформировании на винтовом прессе образов сплавов АМц и Д16т с повышением температуры наблюдается рост фактора трения вне зависимости от композиции применяемой технологической смазки;
3) влияние скорости деформирования (деформации) на величину фактора трения можно оценить только по первой точке кривых, представленных на рис.2-3, т.к. при наименьшей температуре испытания условия деформирования и на винтовом прессе, и на гидравлическом были близки к изотермическим; при большей температуре – условия деформирования на гидравлическом прессе оставались близкими к изотермическим, а условия деформирования на винтовом прессе – соответствовали условиям горячей объемной штамповки исследуемых алюминиевых сплавов.
Полученные данные могут быть использованы при подготовке и задании исходных данных для проведения численного моделирования операций штамповки алюминиевых сплавов АМц либо Д16т при повышенных температурах на гидравлических и винтовых прессах.
Список литературы
1. Грудев А.П., Зильберг Ю.В., Тилик В.Т. Трение и смазки при обработке металлов давлением: Справочник. М.: Металлургия, 1982, 312 с.
2. Леванов А.Н., Колмогоров В.Л., Буркин С.П., Картак Б.Р., Ашпур Ю.В., Спасский Ю.И. Контактное трение в процессах обработки металлов давлением. М.: Металлургия, 1976, 416 с.
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||