научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 9, сентябрь 2008
УДК 669.245.018.44.620.16
Зайцев А.А.
Ступинский филиал МАТИ-РГТУ им. Циолковского
Кафедра «Технология и автоматизация обработки материалов»
Научный руководитель: д.н.т., проф. Носов В.К.
Введение
Проведено компьютерное моделирование с использованием системы моделирования QForm процесса открытой и закрытой штамповки заготовки диска АКП-103 из жаропрочного никелевого сплава ЭП 742-ИД массой 228 кг и отношением ![]() при D=620мм. Рассмотрены действующий трехпереходный технологический процесс открытой штамповки и закрытой штамповки. Путем двухмерного численного моделирования показаны преимущества двухпереходной штамповки в закрытом штампе.
при D=620мм. Рассмотрены действующий трехпереходный технологический процесс открытой штамповки и закрытой штамповки. Путем двухмерного численного моделирования показаны преимущества двухпереходной штамповки в закрытом штампе.
Методика проведения работы
Компьютерное моделирование процесса штамповки заготовки диска из жаропрочного никелевого сплава ЭП 742-ИД проводили с использованием конечно-элементной программы QForm.
Исходными данными для моделирования являлись: действующая технология штамповки, параметры процесса, постоянные величины, конфигурация заготовки и ручья штампа, характеристики оборудования, данные о материале заготовки, штампа и смазки.
Параметры процесса: начальная температура заготовки 1070![]() , время охлаждения в нижнем штампе, температура окружающей среды, температура штампа
, время охлаждения в нижнем штампе, температура окружающей среды, температура штампа ![]() , скорость перемещения траверсы гидравлического пресса
, скорость перемещения траверсы гидравлического пресса ![]() и др. задавали в соответствии с технологическими рекомендациями и хронометрированием процесса штамповки.
и др. задавали в соответствии с технологическими рекомендациями и хронометрированием процесса штамповки.
Постоянные величины: степень черноты, коэффициент теплоотдачи между заготовкой и воздухом, коэффициент перехода работы деформации в тепло и др. выбирали из базы данных системы программы QForm. Эффективный и истинный коэффициент теплоотдачи в модели «штамп-теплоизолирующая прокладка-заготовка» определяли расчетным путем с учетом материала теплоизолирующей прокладки из муллитокремнеземного войлока.
Свойства материала штампа из стали 5ХНМ брали из базы данных программы, а сопротивление деформации сплава ЭП 742-ИД — из результатов изотермических испытаний на сжатие в интервале температур ![]() при скоростях деформации
при скоростях деформации ![]() .
.
Моделирование процесса штамповки заготовки диска проводили по трем вариантам:
- Действующая технология трехпереходной штамповки с окончательной штамповкой в открытом штампе.
- Экспериментальная технология трехпереходной штамповки с окончательной штамповкой в закрытом штампе.
- Экспериментальная технология двухпереходной штамповки с окончательной штамповкой в закрытом штампе.
Результаты моделирования
Действующий технологический процесс трехпереходной штамповки с окончательной штамповкой в открытом штампе включает: осадку исходной заготовки ![]() , штамповку в предварительном ручье на прессе усилием 100МН и окончательную штамповку в открытом штампе на прессе усилием 300МН (рис.1).
, штамповку в предварительном ручье на прессе усилием 100МН и окончательную штамповку в открытом штампе на прессе усилием 300МН (рис.1).
Из результатов моделирования следует, что процесс характеризуется:
- недоштамповкой по высоте на 25мм при штамповке в предварительном ручье при полном усилие пресса 100МН;
- недоштамповкой по высоте 12мм при штамповки в окончательном ручье при полном усилии пресса 300МН;
- максимальными сжимающими напряжениями в верхнем штампе 1023МПа на окончательной стадии штамповки в окончательном ручье;
- максимальными сжимающими напряжениями в нижнем штампе 1034МПа на окончательной стадии штамповки в окончательном ручье;
- распределением поля температур ![]() в объеме обточенной под термообработку заготовки, захолаживанием до
в объеме обточенной под термообработку заготовки, захолаживанием до ![]() в местах контакта поковки с верхним и нижним штампами, максимальной температурой
в местах контакта поковки с верхним и нижним штампами, максимальной температурой ![]() в месте перехода тела штамповки в заусенечную канавку;
в месте перехода тела штамповки в заусенечную канавку;
- относительно равномерным распределением накопленной деформации от 1,2 в центре до 1,3 в ободе.
Для полного смыкания штампов при штамповке в окончательном ручье требуется усилие пресса 590МН с соответствующим возрастанием максимальных напряжений в нижнем штампе до 1922МПа, значительно превышающих предел текучести материала штампа.
В случае трехпереходной штамповки с окончательной штамповкой в закрытом штампе уменьшение высоты исходной заготовки с 580 до 520мм и соответственно ее массы на 27кг снижают усилие штамповки в предварительном и окончательном ручьях. Так при штамповке в предварительном ручье усилия пресса в 100МН достаточно для полного смыкания штампов, а при недоштамповке по высоте в 25мм, как при открытой штамповке для заготовки ![]() , усилие штамповки составляет 70МН. При штамповке в окончательном закрытом штампе усилия пресса 300МН достаточно для полного смыкания штампов. Общее увеличение абсолютной деформации при штамповке в окончательном закрытом штампе на 12мм повышает накопленную деформацию до 1,4 и 1,5 соответственно в центре и ободе штампованной поковки, а максимальные сжимающие напряжения снижаются до 1020 и 1031МПа в нижнем и верхнем штампах соответственно. Отсутствие течения металла в заусенец исключает локальное повышение температуры в области течения металла в заусенец, характерное для штамповки в открытом штампе.
, усилие штамповки составляет 70МН. При штамповке в окончательном закрытом штампе усилия пресса 300МН достаточно для полного смыкания штампов. Общее увеличение абсолютной деформации при штамповке в окончательном закрытом штампе на 12мм повышает накопленную деформацию до 1,4 и 1,5 соответственно в центре и ободе штампованной поковки, а максимальные сжимающие напряжения снижаются до 1020 и 1031МПа в нижнем и верхнем штампах соответственно. Отсутствие течения металла в заусенец исключает локальное повышение температуры в области течения металла в заусенец, характерное для штамповки в открытом штампе.
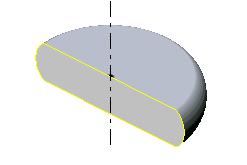
Третий вариант моделирования двухпереходной штамповки предполагает совмещение осадки со штамповкой в предварительном ручье (рис.2). Это позволяет снизить число переходов и сохранить все преимущества трехпереходной штамповки с окончательной штамповкой в закрытом штампе.
При двухпереходной штамповке в торце исходной заготовки ![]() и массой 229кг выполняется сферическая выемка с целью точной установки в нижний штамп, конфигурация ручья, которого соответствует конфигурации ручья верхнего штампа при трехпереходной штамповке для свободного расположения в плоской части нижнего штампа заготовки.
и массой 229кг выполняется сферическая выемка с целью точной установки в нижний штамп, конфигурация ручья, которого соответствует конфигурации ручья верхнего штампа при трехпереходной штамповке для свободного расположения в плоской части нижнего штампа заготовки.

а)
б)

в)

г)
Рис.1 Технологические переходы штамповки заготовки диска из сплава ЭП 742-ИД с окончательной штамповкой в открытом штампе: а) исходная заготовка ![]() , б) осадка, в) штамповка в предварительном ручье, г) штамповка в окончательном ручье
, б) осадка, в) штамповка в предварительном ручье, г) штамповка в окончательном ручье

а)
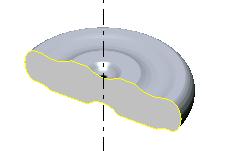
б)

в)
Рис.2 Рекомендуемые технологические переходы штамповки заготовки диска из сплава ЭП 742-ИД с окончательной штамповкой в закрытом штампе: а) исходная заготовка, б) штамповка в предварительном ручье, в) штамповка в окончательном ручье
При совмещении осадки со штамповкой в предварительном ручье усилие штамповки составляет 55МН при недоштамповке по высоте 25мм и 110МН при штамповке до смыкания штампов.
Усилие штамповки до смыкания штампов в окончательном закрытом штампе составляет 280МН. Поле температур равномерно распределено по объему обточенной под термообработку заготовки и составляет ![]() в месте ступицы и
в месте ступицы и ![]() в месте вырезки образцов на механические испытания и края обода диска. Максимальная температура
в месте вырезки образцов на механические испытания и края обода диска. Максимальная температура ![]() соответствует центральной части наметки под отверстия.
соответствует центральной части наметки под отверстия.
Наиболее захоложенными являются места контакта плоской поверхности штампов с поверхностью поковки диска ![]() . Накопленная степень деформации возрастает от 1,2 в крае ступицы обточенной под термообработку заготовки диска до 1,8 у края обода. В технологическом припуске под механические испытания накопленная степень деформации -1,5.
. Накопленная степень деформации возрастает от 1,2 в крае ступицы обточенной под термообработку заготовки диска до 1,8 у края обода. В технологическом припуске под механические испытания накопленная степень деформации -1,5.
Выводы
1. Проведено с использованием системы моделирования QForm моделирование процесса штамповки заготовки диска по трем вариантам: действующая технология трехпереходной штамповки с окончательной штамповкой в открытом штампе, технология трехпереходной штамповки с окончательной штамповкой в закрытом штампе и технология двухпереходной штамповки с окончательной штамповкой в закрытом штампе.
2. Из результатов моделирования следует, что наиболее предпочтительным является вариант, двухпереходной штамповки с окончательной штамповкой в закрытом штампе и совмещением осадки со штамповкой в предварительном ручье. В этом случае варианта штамповки сокращается число переходов с трех до двух, масса заготовки снижается на 27 кг, снижаются усилия предварительной и окончательной штамповки, облегчаются условия работы штампов.
Публикации с ключевыми словами: моделирование, штамповка
Публикации со словами: моделирование, штамповка
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||