научное издание МГТУ им. Н.Э. Баумана
НАУКА и ОБРАЗОВАНИЕ
Издатель ФГБОУ ВПО "МГТУ им. Н.Э. Баумана". Эл № ФС 77 - 48211. ISSN 1994-0408
# 7, июль 2008
УДК 621.73.043
Порсин М.М.
СПбГПУ, Кафедра "Машины и Технология обработки металлов давлением"
Научный руководитель: к.т.н., ведущий инженер-технолог ООО «Звезда» Жуковский В.И.
Введение
В современном машиностроительном производстве постоянно возникает необходимость в изготовлении новых видов продукции, где используются всё более совершенные и сложные детали. Появление новой нетиповой номенклатуры всегда вызывало трудности у инженеров и технологов заводов не только при запуске производства, но и на этапах разработки. Ввиду сложных параметров изготавливаемой продукции даже самые опытные технологи не могут абсолютно точно проанализировать заранее правильность всего разработанного технологического процесса. Особенно остро данная проблема стоит в области обработки металлов давлением, а именно для горячей объёмной штамповки.
Появление компьютера и дальнейшее развитие технологий, связанных с его использованием, позволило разработать аналитический инструмент для предварительного моделирования и самопроверки работы технологов в различных отраслях промышленности. Одной из первых программ для моделирования объёмной штамповки стал продукт QForm. На данный момент эта программа является одной из передовых в своей области по многим основополагающим критериям.
В этой работе во всех расчетах была применена эта программа, что позволило относительно быстро решить поставленные задачи.
Технологические рекомендации для конструирования ручьёв штампа
При выборе ручьёв молотовых штампов рекомендуется вначале изучить, как штампуют поковки с распределением металла, аналогичным данной поковке, и такой же массой и только после этого приступить к выбору ручьёв. Далее необходимо наметить расположение всех ручьёв в одном штампе. Если все заготовительные и штамповочные ручьи не размещаются в одном штампе, то рекомендуется штамповать в двух штампах, установленных на рядом стоящих молотах. Желательно осуществлять такой процесс при одном нагреве заготовки и с применением средств механизации для быстрой передачи заготовки с молота на молот.
Штамповку на двух молотах осуществляют также в том случае, если поковка имеет сложную форму (высокие рёбра и бобышки, тонкие стенки и т.д.). Поэтому сдвиг половин штампа должен быть минимальным, а расположение штамповочных ручьёв в двух отдельных штампах - центральное.
Окончательный ручей. Полость окончательного (чистового ручья) выполняют по чертежу поковки для изготовления штампа или чертежу горячей поковки. Так как поковка после штамповки охлаждается и размеры её уменьшаются, то для получения требуемых размеров поковки необходимо, чтобы размеры полости окончательного ручья были больше размеров холодной поковки на величину предполагаемой усадки. [1 том2 стр.67-85]
Описание работы
В данной работе рассмотрено влияние различных факторов влияющих на результат многопереходной объёмной штамповки на примере детали «Подвеска» (рис.1). Для данной детали ещё не было разработано окончательного варианта технологического процесса, так как она являлась новой на данном производстве.
Для расчетов в программе QForm3D необходим набор начальных сведений, которые наиболее полностью отображают условия прохождения процесса горячей объёмной штамповки. Таким образом, параметром который необходимо менять в данном исследовании является геометрия предварительных ручьёв штампа.

Рис.1. Изображение исследуемой поковки детали «Подвеска»
Задачи
В результате исследования необходимо получить вариант технологии, учитывающий все реальные факторы, влияющие на конечный результат. Эта технология должна удовлетворять основным принципам технологичности и учитывать возможности конкретного производства.
Исследование
Технологические параметры процесса штамповки
Таблица 1
|
|
Параметр |
Значение |
|
|
Начальная температура заготовки, |
1200 |
|
|
Материал заготовки |
Сталь 45 |
|
|
Начальная температура инструмента, |
300 |
|
|
Материал инструмента |
Сталь 5ХНМ |
|
|
Материал смазки |
Раствор ландросульфатов |
|
|
Оборудование |
Молот (5 тонн) |
В таблице 1 приведены начальные параметры процесса штамповки, которые остаются неизменными.
Изначально были предоставлены: 2 варианта чертежей штампов с тремя переходами, чертеж детали (на бумажной основе и спроектированный на персональном компьютере в среде Windows с использованием системы Solid Works), 2 варианта технологии штамповки (для заготовки с прямоугольным и круглым поперечным сечением). Был спроектирован весь необходимый инструмент (технологическая оснастка (рис.2)) и заготовка (рис.3) (с использованием системы Solid Works). Далее была исследована предложенная технология штамповки детали с помощью системы QForm3D.
|
|
|
|
|

|
а) б)
Рис.2. Технологическая оснастка ( а)верхний инструмент; б)нижний инструмент)


а) б)
Рис.3. Исходная заготовка ( а) прямоугольного и б)круглого поперечного сечения)


Рис. 4. Зоны контакта со штампом после штамповки в чистовом ручье (для прямоугольной и круглой заготовки соответственно)
Примечание: синим цветом на всех рисунках обозначены области контакта заготовки и инструментов
В результате расчёта был сделан вывод о том, что данный вариант совершенно не годен по всем критериям (несимметричность, нет полного заполнения). По результатам данного варианта были сделаны значительные изменения в технологии и геометрии инструментов предварительных ручьёв.
Следующие варианты технологий были более близки к положительному результату. Основными проблемами при нахождении оптимального варианта стали:
Ø неправильное распределение металла в окончательном ручье
Ø подбор правильного объёма заготовки
Ø правильное уверенное позиционирование заготовки в чистовом ручье
Ø складывание металла при штамповке в чистовом ручье в наиболее опасных местах
Для последующих расчётов был сконструирован комплект инструментов (для первого и второго переходов), который вследствие экспериментов претерпевал некоторые незначительные изменения.
На рисунке 5 показана общая хронология преобразования инструментов от предварительных данных до получения полной компоновки проверенных штампов
Рис. 5. Хронология преобразования геометрии инструментов для предварительных переходов
Общая идея технологии была такова:
· В первый ручей помещается заготовка круглого поперечного сечения, полученная путём обрубки стандартного проката, диаметр которого выбирался в процессе данного исследования. После штамповки заготовка приобретала форму близкую к конечной форме детали в плане, как показано на рисунке 6.

Рис. 6. Геометрия заготовки после первого перехода
· Перед вторым ручей заготовка поворачивалась на 90 градусов и принимала такое положение, которое будет в чистовом ручье.
Верхний инструмент примерно повторяет форму нижнего штампа чистового ручья, а нижний предназначен для правильного позиционирования заготовки и обеспечения устойчивости во время штамповки.

Рис.7. Геометрия заготовки после второго перехода
|
|
|
|
|
а |
б |
в |


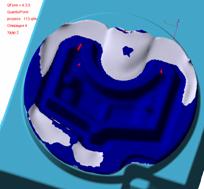
Рис. 8. Деформирование заготовки на втором переходе
Таким образом, мы получаем такую геометрию заготовки, которая полностью решает проблему правильного устойчивого позиционирования в чистовом ручье (рис. 7). А корректировка относительного положения верхнего и нижнего инструмента позволяет одновременно решить несколько основных проблем:
1) Обеспечение правильного и равномерного течения металла в чистовом ручье (рис.8.а).
2) Возникновение неопределённости (рис.8.б).
3) Складывание металла в опасных местах (показано красными точками) (рис.8.в).
· После второго заготовительного ручья заготовка поворачивается на 180 градусов и помещается в чистовой ручей. Позиционирование происходит в точности так, как это было предусмотрено во втором переходе.
В итоге имеет смысл сделать вывод о том, что для данной технологии основное воздействие на конечный результат оказывает геометрия и относительное расположение инструментов второго перехода.
После опробования нескольких вариантов с варьированием выше перечисленных параметров удалось получить положительный результат моделирования, который удовлетворял всем основным требованиям (рис.10.).
Параметры заготовки стали следующими:
прокат D125 мм х 150 мм (рис.9.)
Рис.9. Заготовка
; &nb sp; & nbsp; ; &nb sp;


Рис.10. Заготовка после штамповки в чистовом ручье (вид сверху и сбоку)
Этим возможности программы QForm3D не ограничиваются, и теперь мы можем сделать полный анализ результатов. В данной программе можно просматривать распределение всех параметров (такие как температура, деформация, скорость деформации, сопротивление деформации, среднее напряжение, эквивалентное напряжение, скорости течения металла и др.), характеризующих состояние заготовки во время расчёта процесса и после него.
Для данного исследования наиболее важны распределения полей температур (рис.11) и средних напряжений (рис.12)

Рис.11. Распределение полей температур после штамповки в чистовом ручье
Видно, что температура внутри
поковки распределилась наиболее равномерно и не превышает 1300![]() С, что исключает
возможность пережога металла.
С, что исключает
возможность пережога металла.

Рис.12. Распределение полей средних напряжений после штамповки в чистовом ручье
Напряжения внутри поковки только сжимающие, их значения относительно одинаковы, явные локальные концентраторы напряжений отсутствуют. Эти факторы позволяют нам сделать вывод о том, что поковка получится без каких-либо дефектов и её прочностные характеристики будут достаточно высокими.
Также одним из основных критериев качества поковки является волокнистая структура металла после штамповки. Проверка такого рода позволяет диагностировать качество волокнистой структуры металла, а также анализировать возможность дефекта типа прострел.
Просмотр приповерхностных лагранжевых линий даёт нам полное представление о возможности образования каких-либо структурных дефектов:
|
|
|
|


Рис.13. Изображения поверхностной волокнистой структуры поковки в различных слоях

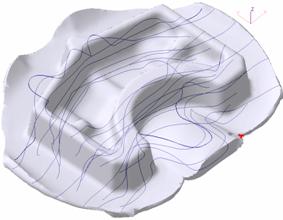
Рис.14. Изображения внутренней волокнистой структуры поковки параллельные различным осям координат
Немаловажной составляющей горячей объёмной штамповки является состояние инструментов окончательного ручья; от него собственно и зависит точность требуемого результата.
После того как мы утвердили технологию процесса штамповки необходимо проверить инструменты по основным параметрам: эквивалентные и средние напряжения, деформации, перемещения вследствие нагрузки, контактное давление и относительный показатель износа рабочей поверхности. Программа QForm3D позволяет проводить расчет для конкретного состояния во время штамповки, когда действующие усилия были максимальными. На рисунках 15 и 16 показаны результаты расчета инструментов для чистового ручья.

Рис.15. Средние и эквивалентные напряжения (соответственно) в нижнем инструменте

Рис.16. Средние и эквивалентные напряжения (соответственно) в верхнем инструменте
Расчет показал, что как для средних, так и для эквивалентных напряжений значения относительно постоянны на всей рабочей поверхности. Это говорит об относительно равномерном распределении нагрузки, что значительно снижает возможность поломки или износа, и увеличивает срок работы.
Также на рисунке 17 показаны результаты расчета инструментов на абразивный износ.
Анализируя полученные результаты можно сделать вывод о том, что как на нижнем, так и на верхнем инструменте происходит абразивный износ, значительно отличающийся от общей величины. Такие результаты особенно важны при выборе технологии изготовления и материала инструмента.
Рис.17. Относительный показатель износа верхнего и нижнего инструментов соответственно
Анализ технологии на применимость в реальных условиях производства
После того, как проведено основное исследование возникает задача проверить получившийся технологический процесс на применимость в реальных условиях:
· Учесть все возможные отклонения формы и размера заготовки во время заготовительного процесса
· Назначить допуск по точности на параметры заготовки
Допуск на диаметр проката, из которого вырубаются заготовки D 125 +0.8-2 ,
также необходимо учитывать угол при обрубке на ножницах, который не превышает 7°.
Исходя из этих параметров были рассмотрены два варианта: когда у заготовки наименьший и наибольший возможный объём. Вследствие изменения формы и некоторых линейных размеров заготовки возникла необходимость изменить и соответствующие размеры в геометрии предварительных ручьёв.
Для наименьшей заготовки расчет проводился на заполнение, а для наибольшей анализировался максимально возможный объём облоя. Это необходимо для проектирования формы облойной канавки, что в свою очередь значительно влияет на общую компоновку всего штампа.
Рис.18 Заготовка с учётом дополнительных условий

Рис.19.Поковка, полученная из наименьшей и наибольшей заготовки соответственно после штамповки в чистовом ручье
После поведенного анализа результатов становиться возможным спроектировать предварительную компоновку ручьёв в штампе (рис.20.). Надо обратить внимание на то, что при использовании такого метода исследования технологического процесса отпадает необходимость изготавливать отдельно штамп с чистовым ручьём и отдельно несколько пробных штампов с заготовительными ручьями. Такая практика применяется на многих предприятиях, где ещё не внедрены подобные системы моделирования, как QForm3D, позволяющие с большой точностью предсказать результаты штамповки и заранее предотвратить все возможные дефекты.


Рис.20. Предварительная компоновка верхнего и нижнего штампов
Выводы:
1) На примере исследования технологии изготовления детали «Подвеска» с помощью программы QForm3D можно убедиться, как данный продукт качественно повышает производительность на предварительных этапах производства.
2) По сравнению с классическими методами (пробная штамповка) данный метод позволяет:
· значительно сократить время запуска в производство новой детали
· существенно снизить стоимость изготовления оснастки
· отказаться от изготовления в отдельных штампах предварительных и окончательных ручьев
· производить полный качественный анализ процесса штамповки и его результатов еще до изготовления инструмента (на начальных этапах проектирования).
Список литературы:
1. Атрошенко А.П., Вагин В.А. «Горячая объемная штамповка», Санкт-Петербург, 1998г.
2. Брюханов. Справочник «Ковка и объёмная штамповка», 1985г.
3. Косилова А.Г., Мещеряков Р.Г.. Справочник технолога-машиностроителя. Том 1, том 2; «Машиностроение», 1986 г.
4. Охрименко Я.М. Справочник «Технология кузнечно-штамповочного производства» 1976г.
5. Семенов Е.И. Справочник «Ковка и штамповка». Том 2; 1986г.
Публикации с ключевыми словами: штамповка, 3D-моделирование, QForm
Публикации со словами: штамповка, 3D-моделирование, QForm
Смотри также:
Тематические рубрики:




| Авторы |
| Пресс-релизы |
| Библиотека |
| Конференции |
| Выставки |
| О проекте |
| Телефон: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) |
|
||||
| © 2003-2024 «Наука и образование» Перепечатка материалов журнала без согласования с редакцией запрещена Тел.: +7 (915) 336-07-65 (строго: среда; пятница c 11-00 до 17-00) | |||||